ЛЕКЦИЯ № 17
ПЛАН ЛЕКЦИИ:
5. Особенности применения универсально-сборной оснастки для станков с ЧПУ, многоцелевых станков и гибких автоматизированных производств.
5.1. Приспособления для многоцелевых станков с ЧПУ.
5.2. Приспособления для гибких производственных систем (ГИС).
5.1. Приспособления для многоцелевых станков с ЧПУ.
Характерные особенности станков с ЧПУ предъявляют к станочным приспособлениям специфические требования.
Одной из основных особенностей станков с ЧПУ является их высокая точность. При этом следует отметить, что погрешность установки, возникающая при базировании заготовки в приспособлении, является одной из основных составляющих суммарной погрешности обработки. Следовательно, приспособления к станкам с ЧПУ должны обеспечивать большую точность установки заготовок, чем приспособления к универсальным станкам. Для этого исключают погрешность базирования за счет совмещения технологических и измерительных баз, сводится к минимуму погрешность закрепления. Точность изготовления приспособлений к станкам с ЧПУ повышается.
Станки с ЧПУ имеют повышенную жесткость. Следовательно приспособления для них не должны снижать жесткость системы СПИД при использовании полной мощности станков. В связи с этим жесткость приспособлений к станкам с ЧПУ должна быть повышенной. Для этого приспособления нужно изготавливать из легированных сталей с термической обработкой рабочих поверхностей.
Поскольку при обработке на станках с ЧПУ программируемые перемещения рабочих органов станка задаются от начала отсчета координат, приспособления должны обеспечить полную ориентацию заготовок относительно установочных приспособлений, т.е. должны лишить всех степеней свободы. При этом необходимо обеспечить также полное базирование приспособлений на станке для обеспечения их точной ориентации относительно нулевой точки системы. Из сказанного вытекает следующая особенность приспособлений к станкам с ЧПУ – необходимость их ориентации в двух направлениях на столе станка.
Для быстрой и полной ориентации приспособлений на столах станков базируют по пазам станка посредством трех призматических или цилиндрических шпонок.
Основной особенностью станков с ЧПУ является обработка максимального числа поверхностей с одной установки заготовки. Как показывают исследования 22% заготовок корпусных деталей требуют обработки с 2-х – 3-х сторон и 63% - 5-ти – 6-ти сторон. Следовательно, приспособления должны быть спроектированы таким образом, чтобы установочные элементы и зажимные устройства не препятствовали подходу режущего инструмента к обрабатываемым поверхностям заготовки.
Станки с программным управлением обеспечивают возможность быстрого перехода с обработки одной партии деталей на другую с минимальным временем простоя станка. Переналадка станка в большинстве случаев сводится к замене программоносителя, на что затрачивается незначительное время. Однако значительные затраты подготовительно-заключительного времени связаны с транспортированием, установкой, закреплением, раскреплением и съемом приспособлений. Это повышает время простоя станка, доля которого в общем балансе времени увеличивается с уменьшением партии обрабатываемых деталей. Большое значение имеет также отсутствие простоев станков при их переналадке на обработку новой партии деталей, связанных с подготовкой приспособлений. Следовательно, конструкции приспособлений должны также обладать гибкостью, т.е. обеспечивать быструю переналадку, ориентацию и закрепление на станке.
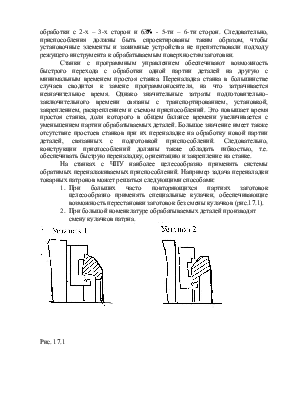
На станках с ЧПУ наиболее целесообразно применять системы обратимых переналаживаемых приспособлений. Например задача переналадки токарных патронов может решаться следующими способами:
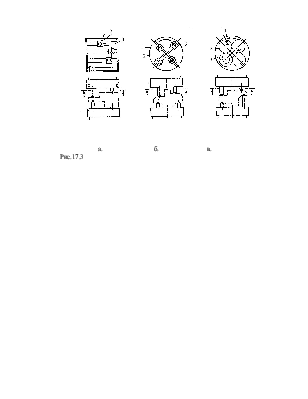
1. При больших часто повторяющихся партиях заготовок целесообразно применять специальные кулачки, обеспечивающие возможность перестановки заготовок без смены кулачков (рис.17.1).
2. При большой номенклатуре обрабатываемых деталей производят смену кулачков патрна.
Рис. 17.1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.