ЛЕКЦИЯ №3
ПЛАН ЛЕКЦИИ:
2.2.2. Установка заготовок по наружным цилиндрическим поверхностям.
2.2.3.Установока заготовок по внутренним цилиндрическим поверхностям.
2.2.4.Установока заготовок по коническим поверхностям.
2.2.2. Установка заготовок по наружным цилиндрическим поверхностям.
Для базирования по наружной поверхности применяют установочные элементы в виде призм, втулок.
Призмой называется установочный элемент с
рабочей поверхностью в виде паза, образованного двумя плоскостями, наклоненными
друг к другу под углом ![]() равным 60
равным 60![]() , 90
, 90![]() или 120
или 120![]() . Чаще 90
. Чаще 90![]() . Призмы для установки коротких заготовок (рис.3.1, а)
стандартизированы по ГОСТ 12195-66. Способ базирования на призме~ отличается
простотой и универсальностью. Призма определяет положение вертикальной оси
заготовки перпендикулярной основанию призмы, поэтому необходимо обеспечить
строгую симметрию рабочих плоскостей призмы относительно оси Y углового паза. Так же она определяетположение
продольной оси заготовки Х, поэтому для точной ее фиксации используют два
контрольных штифта.
. Призмы для установки коротких заготовок (рис.3.1, а)
стандартизированы по ГОСТ 12195-66. Способ базирования на призме~ отличается
простотой и универсальностью. Призма определяет положение вертикальной оси
заготовки перпендикулярной основанию призмы, поэтому необходимо обеспечить
строгую симметрию рабочих плоскостей призмы относительно оси Y углового паза. Так же она определяетположение
продольной оси заготовки Х, поэтому для точной ее фиксации используют два
контрольных штифта.
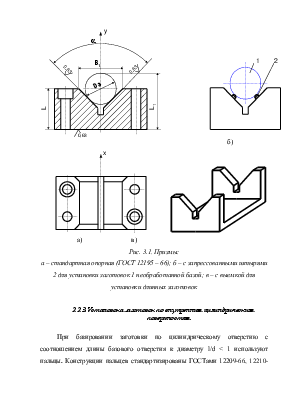
При большой длине базовой поверхности заготовки её устанавливают на две стандартные призмы, расположенные на некотором расстоянии друг от друга. Иногда применяют одну длинную призму с двумя призматическими участками и выемкой между ними (рис.3.1, в).
Для базирования заготовок необработанной базой применяют призмы с узкими участками установочных поверхностей или в рабочие поверхности призмы запрессовывают штыри (рис.3.1, б).
|
а) в)
Рис. 3.1. Призмы:
а – стандартная опорная (ГОСТ 12195 – 66); б – с запрессованными штырями 2 для установки заготовок 1 необработанной базой; в – с выемкой для установки длинных заготовок
2.2.3.Установока заготовок по внутренним цилиндрическим поверхностям.
При базировании заготовки по цилиндрическому отверстию с соотношением длины базового отверстия к диаметру l/d < 1 используют пальцы. Конструкциипальцевстандартизированы ГОСТами 12209-66, 12210-66, 12211-66, 12212-66. Пальцы могут быть постоянные или сменные (рис.3.2). Для облегчения одевания заготовок пальцы выполняются с заходными фасками. Пальцы диаметром более 16 мм изготавливают из стали 20Х с цементацией на глубину 0,8 – I,2 мм и закалкой до твердости НРСэ 56...61. Исполнительный диаметр D пальцев обрабатывают по посадкам g6, g8, f6, f.8.
Рис.3.2. Пальцы установочные цилиндрические постоянные (ГОСТ 12209-66)
При установке детали на два пальца, один из них, как правило подвергается двухстороннему срезу (рис.3.3). Срезанный палец применяют для уменьшения влияния колебаний размера между осями отверстий обрабатываемых деталей на точность их установки в приспособлении. Конструктивные элементы срезанного пальца (кроме исполнительного диаметра D) должны быть выполнены по ГОСТ 12210-66.
Рис.3.3. Пальцы установочные срезанные постоянные (ГОСТ 12210-66)
При установке срезанного пальца его большую ось располагают перпендикулярно линии соединяющей центры двух установочных пальцев (рис. 3.4).
Рис. 3.4. Схема перекоса заготовки, установленной на два пальца
2.2.4.Установока заготовок по коническим поверхностям.
ЗАКЛЮЧЕНИЕ
Различают базирование по наружной и внутренней цилиндрической поверхности. Для базирования по наружной поверхности применяют установочные элементы в виде призм, втулок. Для базирования по внутренней поверхности используют оправки и пальцы различных конструкций.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.