








связаны для получения определенных поверхностей: В1П2 –архимедова спираль (внутренняя кинематическая связь: 1 – R1 –F1 – S – Р1 – 2); В1П3 – винтовая линия (внутренняя кинематическая связь: 1 – R1 –F2 – Р2 – 3); П2П3 – винтовая канавка (внутренняя кинематическая связь: 3 – Р2 –F3 – S – Р1 – 2).К внутренней связи присоединяется внешняя с учетом размерности параметра скорости. Размерность скорости м/мин. Поэтому внешняя связь данной КГ начинается от электродвигателя. Вся кинематическая цепь внешней связи принимает вид: ЭМ1 – 4 –V1 – N1 – R1 – 1 – В1.
· ИД Уст(В1) является установочным, т.к. служит для получения точного размера. Будем настраивать путь и конечную точку ( скорость и направление не настраиваются, т.к. они обеспечиваются оператором).
Внутренней связью является кинематическая пара – шпиндель – подшипники.
Во внешней связи устанавливается орган отсчета пути, используемый для точной настройки конечной точки.
· ИД Уст(П4) является установочным, т.к. служит для получения точного размера шага винтовой линии. Будем настраивать путь и конечную точку ( скорость и направление не настраиваются, т.к. они обеспечиваются оператором).
Внутренней связью является кинематическая пара – направляющие – ползун.
Во внешней связи устанавливается орган отсчета пути, используемый для точной настройки конечной точки.
· ИД Уст(П5) является установочным, т.к. служит для получения точного размера. Будем настраивать путь и конечную точку ( скорость и направление не настраиваются, т.к. они обеспечиваются оператором).
Внутренней связью является кинематическая пара – направляющие – ползун.
Во внешней связи устанавливается орган отсчета пути, используемый для точной настройки конечной точки.
· Всп(П2П3) являются вспомогательными, т.к. служат для осуществления быстрого подвода и отвода инструмента из зоны резания. Будем настраивать 4 параметра (V, N, K, L ), но т.к. быстрые перемещения суппорта производится на холостом ходу, то скорости у данных движений не настраивается.
Внутренняя связь: кинематическая пара – направляющие – ползун.
4.3. Настройка параметров исполнительных движений.
ФV(В1П2П3), Vм/мин.
Внутренняя связь: 1 – R1 – F1 –S – P1 – 2;
1 – R1 – F2 – P2 – 3;
3 – P1 – F3 –S – F – P1 – 2
Внешняя связь: ЭМ1 – 4 –V1 – N1 –K1 – R1 –1.
|
Чтобы настроить траекторию сложного движения необходимо согласовать входящие в него простые движения по скорости и направлению.
1.) В1 – П2 (получение архимедовой спирали)
Согласование по направлению заложено в кулачке.
Согласование по скорости:
1 обр. шпин. – z обр. кулачка
В структурном виде:
![]()
В кинематическом виде: iпер.=1/4
 , где
, где 
 =2,333
=2,333
Подбираем гитару из стандартного ряда [1, стр. 12]:
 , от сюда а1=70, b1=72, c1=72, d1=30.
, от сюда а1=70, b1=72, c1=72, d1=30.
2.) В1 – П3 (получение винтовой линии)
Согласование по направлению зависит от левой или правой винтовой линии и настраивается в гитаре 2 путем установки в нее паразитного колеса с помощью приклона.
Согласование по скорости:
1 обр. шпин. – Рв.л.
Находим шаг винтовой линии:
 |
![]()
w - угол подъема винтовой линии

k – число заходов винтовой линии
В структурном виде:
![]()
В кинематическом виде: iпер.=1/4
 , где
, где 
![]()
Подбираем гитару из стандартного ряда [1, стр. 12]:
 , от сюда а1=30, b1=75, c1=71, d1=100.
, от сюда а1=30, b1=75, c1=71, d1=100.
3.) П1 – П3 (получение винтовой канавки)
Согласование по направлению зависит от левой или правой винтовой линии и настраивается в гитаре 3 путем установки в нее паразитного колеса с помощью приклона.
Согласование по скорости:
Рв.к. – z обр. кулачка
Находим шаг винтовой канавки:

J - угол стружечной канавки (угол подъема зубьев) принимаем равный 150 [2, стр. 258]
В структурном виде:
В кинематическом виде: iпер.=1/4
 , где
, где  ,
, ![]()
Подбираем гитару из стандартного ряда [1, стр. 12]:
 , от сюда а1=64,
b1=100, c1=83,
d1=40.
, от сюда а1=64,
b1=100, c1=83,
d1=40.
(связывает обороты двигателя и шпинделя)
|
![]()
 V=4,5 м/мин – скорость резания
V=4,5 м/мин – скорость резания
В структурном виде:
 В кинематическом виде:
В кинематическом виде:
 |
Включим в коробке скоростей передачи:
 |
Рассчитываем погрешность:

Погрешность меньше 15 процентов, что удовлетворяет условию.
|
Направление вращения шпинделя в данном станке только за счет смены полярности двигателя который через коробку скоростей дает 12 прямых и 12 обратных чисел оборотов шпинделя.
|
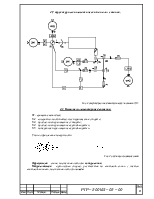
Путь и конечную точку настраиваем с помощью лимба продольной подачи Л (рис.3), который приводится в движениепосредством шестерен 59 – 57 – 58.
 К (начальное
положение резца – соответствует расположению напротив 1го
затылуемого зуба).
К (начальное
положение резца – соответствует расположению напротив 1го
затылуемого зуба).
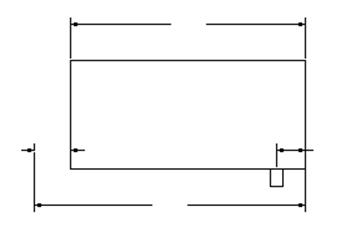
l=125 мм – длина фрезы
D1=5 мм – перебег
D2=5 мм – перебег
L=l-D1+D2=125-5+5=125 мм
nл. – L
nл.× P3 = L

ИД Уст(В1), Уст(П4), Уст(П5).
Эти движения служат для приведения фрезы и резца перед обработкой в строго определенное положение и является установачными движениеми. Настраиваем L, K. Внутренними связями являются кинематические пары: В1 – шпиндель
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.