




















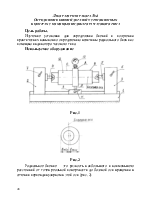


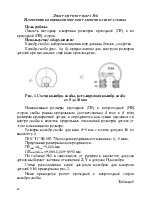






путем снятия стопоров 6,7 и перемещения подвижных опор 2, 3 по станине 1, после чего опоры крепятся стопорами 6 и 7.
Установка индикатора 10 на одну из контролируемых поверхностей (А, В, С), осуществляется путем освобождения стопора 11 и перемещения промежуточной опоры 8, затем опора закрепляется.
Порядок выполнения работы.
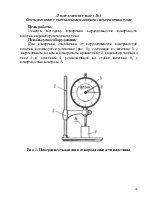
1. Установить исследуемую деталь 12 (рис. 1) в центрах 4, 5.
2. Установить индикатор
10 на из контролируемых поверхностей
(А, В, С), например поверхность А, затем в ручную провернуть деталь 12 на один
оборот и снять отсчет по индикатору. Измерения повторить три раза по каждой из
поверхностей.
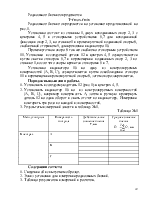
3. Результаты измерений занести в таблицу № 1.
Таблица №1
|
Метод контроля |
Поверхность |
Действительное значение биения Т, мм |
Среднее значение биения
|
|
В центрах |
А |
||
|
В |
|||
|
С |
|||
Содержание отчета
1. Сведения об испытуемом образце.
2. Эскиз установки для измерения радиальных биений.
3. Таблица результатов измерений и расчетов.
Вопросы для самопроверки
1. Какие измерительные приборы применяются для измерений радиальных биений?
2. Что такое радиальные биения?
3. Что такое базовая ось?
Цель работы.
Получение практических навыков по проверке точности измерения микрометра с помощью концевых мер длины.
Используемое оборудование
Микрометр с набором концевых мер длинны, бензин и салфетки.
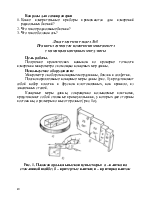
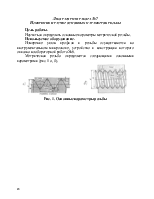
Плоскопараллельные концевые меры дины (рис. 1) представляют собой набор пластин и брусков изготовленных, как правило, из закаленных сталей.
Концевые меры длины, сокращенно называемые плитками, представляют собой стальные прямоугольники, у которых две стороны постоянны, а размеры по высоте разные (рис. 1а).
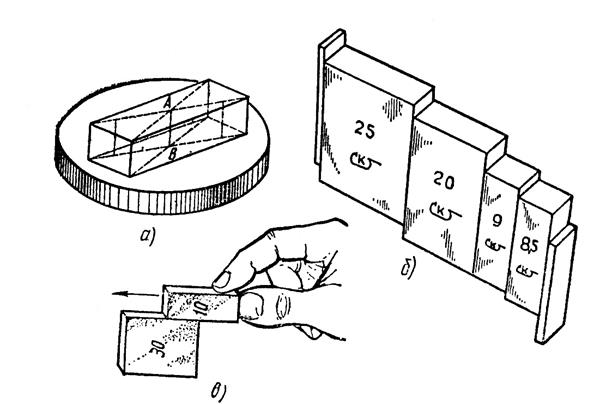
Концевыми мерами плитки называются потому, что точный размер у них образуется по концам прямоугольника.
Рабочим размером отдельной плитки является «срединная длина», определяемая длиной перпендикулярного АВ (см. рис. 1а), опущенного из середины одной из измерительных поверхностей плитки на противоположную измерительную поверхность.
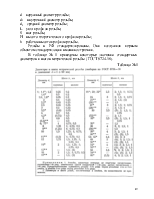
Плоскопараллельные концевые меры подразделяются по точности изготовления, т.е. по величине допуска на изготовление, на четыре класса (0;1;2 и 3), а по точности аттестации рабочих размеров, т.е. по точности, с которой измерен размер самой плитки, на пять разрядов (1;2;3;4 и 5). Плиткам, у которых наиболее точно аттестованы размеры, присваивается первый разряд, а плитки 5-ого разряда имеют более грубую аттестацию размера. Так, к плитки первого разряда с номинальным размером 100 мм значение 100 мм определенно (аттестовано) с точностью ±0,1 мкм, а у плитки 5-ого разряда тот же размер 100 мм – с точностью ±2 мкм.
По плиткам проверяют и настраивают различные измерительные средства, например, при относительных методах измерений. Плитки имеют разные размеры от 0,991 до 175 мм и комплектуются в наборы, состав которых определяет ГОСТ 9038-73.
Таблица 1
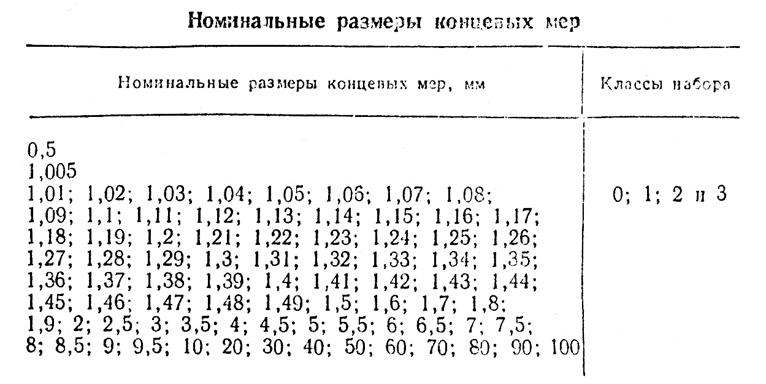
Так называемый набор плиток содержит 19 плиток, отличающихся друг от друга размерами. Размер первой плитки составляет 0,091, второй – 0,092, третьей – 0.093 и т.д.; последняя плитка имеет размер 1,009 мм. В других наборах, например из 83 шт. (табл. 10), имеются плитки, отличающиеся друг от друга размерами на 0,01; 0,1 мм и на целые миллиметры (рис. 1б).
Порядок выполнения работы
1. Концевые меры очищают от смазки, промывают бензином, насухо протирают чистой салфеткой и протирают блок.
2. Составляют блок (рис. 1б) из возможно меньшего количества концевых мер длины (не более 4-5).
Входящие в блок требуемого размера меры подбирают так, чтобы длина первой меры содержала последний или два последних знака размеров блока, длина второй меры – последние знаки остатка (см. табл. 1) и т.д. Например, требуется составить блок размером 28,785 мм;
28,785
-1.005 мм – длина 1-й меры
27.78 мм– остаток
-1.28 мм– длина 2-й меры
26.5 мм–остаток
-6,5 мм – длина 3-й меры
20 мм – остаток длина 4-й меры
Сначала притирают друг к другу концевые меры малых длин.
Меры накладывают одну на одну своими измерительными (рабочими) поверхностями примерно на треть длинной стороны меры (рис. 1в) и, плотно сжимая, надвигают меру вдоль длинного ребра до полного сцепления мер. Собранный блок аналогично притирают к мере среднего размера и т.д.
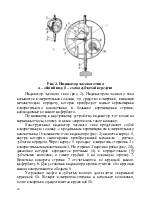
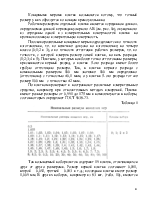
3. Собранный блок устанавливают между пятой и микромиллеметрическим винтом (рис. 2).
4. Отсчитывают показания проверяемого прибора и сравнивают его с длинной меры по аттестату и подсчитывают разность между ними, которая является погрешностью проверяемого средства измерения.
5. Измерения по микрометру проводят по мере 4-5 раз, результаты измерений заносят в табл. 2.
6. После окончания работы с блоком, его следует разобрать, меры помыть бензином, протереть чистой сухой салфеткой и уложить
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 ,
мм
,
мм