Способ сварки – ручная дуговая. Учитывая марку сплава и его механические свойства, назначается электрод с покрытием Э42 по ГОСТ 2246-70. Диаметр электрода выбирается равным 5 мм, так как толщина сравнительно большая, а сварка ручная.
Вычислим сварочный ток:
![]()
Для сварки используем сварочный аппарат с номинальным сварочным током 315 А. Сварка выполняется переменным током.
Для получения заготовки основания, консоли и косынок целесообразно использовать листовой прокат нормальной точности толщиной 12 мм из стали Ст3:

Последовательность изготовления основания, консоли и косынок: резка газокислородная ручная. Размеры основания после резки: ширина – 150 ± 2,5 мм, длина – 350 ± 2,5мм. Размеры консоли после резки: ширина – 91 ± 2,5 мм, длина – 350 ± 2,5мм. Предельные отклонения размеров определены для ручной газокислородной резки. Косынки изготавливаются также газокислородной резкой.
Кронштейн изготавливается из углеродистой, хорошо сваривающейся стали, подогрев деталей перед сваркой и термическая обработка после сварки не требуются.
Сварка кронштейна может быть выполнена в пять этапов: приварка консоли к основанию и к получившейся конструкции косынок для увеличения жесткости. Для уменьшения поводок и повышения точности необходимо воспользоваться универсальными приспособлениями (рис.2). Перед сваркой основание фиксируется с консолью при помощи двух скоб и двух уголков. Собранные в приспособлении заготовки позволяют сварщику подводить проволоку в зону сварки и наблюдать за формированием сварного шва.
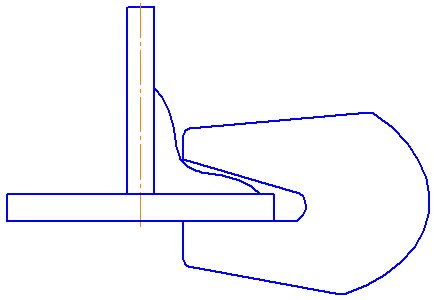
Рис. 2. Фиксирование перпендикулярных сборочных единиц
Сварку целесообразно производить, учитывая выбранное оборудование и толщину деталей. Для углеродистых сталей рекомендуется производить сварку на переменном токе. Сварка производится в один проход при плотности тока 200 – 300 А.
Сварку косынок с основанием и консолью производят с разделкой кромок. Поскольку фиксация деталей не предусмотрена, в процессе сварки может произойти смещение деталей относительно друг друга.
После сварки изделие проходит завершающие и отделочные операции: очистку от окалины, грата и технический контроль.
Очистку от окалины, брызг металла производят в дробеструйной камере. Зачистка сварных швов не требуется. При необходимости, усиление шва и наплывы металла можно удалить зачисткой абразивным кругом или на металлорежущих станках.
После завершения всех технологических операций, сварное изделие подвергают приемочному контролю. Контроль осуществляется поэтапно. При визуальном осмотре проверяют отсутствие подрезов, наплывов, непроваров, поверхностных трещин и крупных пор. Обнаруженные дефекты могут быть устранены зачисткой, разделкой кромок и заваркой.
При отсутствии внешних дефектов сварки, производят обмер размеров изделия, а затем – контроль качества сварных соединений в соответствии с техническими требованиями чертежа.
Поскольку рассматриваемое изделие работает при нагружении конца консоли, проводят его испытание на изгибную жесткость. Изделие монтируют на вертикальную плоскость болтами и нагружают конец консоли. В таком состоянии сварные швы изделия осматривают на наличие трещин.
Ультразвуковой или рентгеновский контроль применяют, как правило, в деталях ответственного назначения, в данном случае в них нет необходимости.
После устранения выявленных дефектов, если такие оказались, изделие подвергают повторному контролю и испытанию. Изделие, прошедшее технический контроль, отправляют в механический цех для окончательной обработки по чертежу – сверлению отверстий в основании и шлифованию нижней поверхности основания. Эти операции могут быть выполнены перед сваркой для удобства закрепления изделия на станках.
1. Технология конструкционных материалов: учеб. пособие для вузов / А. Г. Алексеев; под ред. М. А. Шатерина – СПб.: Политехника, 2005. – 597 с.
2. Материаловедение. ТКМ. Производство заготовок: учеб. пособие для вузов / Е. И. Серяков, М. М. Радкевич, В. П. Третьяков; под ред. Е. И. Серякова – СПб.: Изд. Политехнического ун-та, 2013. –191 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.