
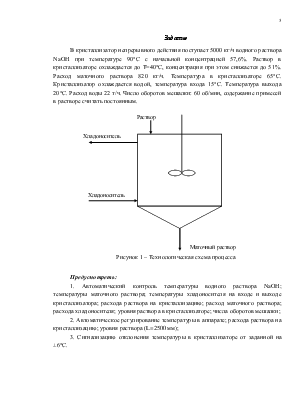







кристаллизаторе охлаждается до Т=40°С, концентрация при этом снижается до 51%. Расход маточного раствора 820 кг/ч. Температура в кристаллизаторе 65°С. Кристаллизатор охлаждается водой, температура входа 15°С. Температура выхода 20°С. Расход воды 22 т/ч. Число оборотов мешалки: 60 об/мин, содержание примесей в растворе считать постоянным.
 |
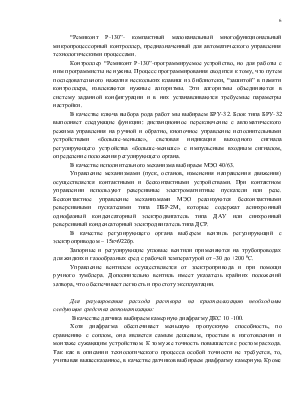
Рисунок 1 – Технологическая схема процесса
Предусмотреть:
1. Автоматический контроль температуры водного раствора NaOH; температуры маточного раствора; температуры хладоносителя на входе и выходе кристаллизатора; расхода раствора на кристаллизацию; расход маточного раствора; расхода хладоносителя; уровня раствора в кристаллизаторе; числа оборотов мешалки;
2. Автоматическое регулирование температуры в аппарате; расхода раствора на кристаллизацию; уровня раствора (L=2500 мм);
3. Сигнализацию отклонения температуры в кристаллизаторе от заданной на ±6°С.
Технологический процесс, рассматриваемый в данной работе, представлен одним объектом – кристаллизатором. В кристаллизатор непрерывного действия поступает водный раствора NaOH при температуре 90°С. Раствор в кристаллизаторе охлаждается до Т=40°С. Расход маточного раствора 820 кг/ч. Температура в кристаллизаторе 65°С. Кристаллизатор охлаждается водой, температура входа которой 15°С. Температура выхода – 20°С. Расход воды 22 т/ч. Число оборотов мешалки: 60 об/мин.
Входными параметрами данного технологического процесса являются: расход раствора на кристаллизацию, расход хладоносителя, уровень раствора в кристаллизаторе, температура в кристаллизаторе, температура хладоносителя на входе и выходе и температура раствора.
Выходным параметром данного технологического процесса является маточный раствор.
Контролируемыми параметрами в кристаллизаторе являются: температура водного раствора NaOH (90°С); температура маточного раствора (40°С); температура хладоносителя на входе (15°С) и выходе (20°С) кристаллизатора; расход раствора на кристаллизацию (5000 кг/ч); расход маточного раствора (820 кг/ч); расход хладоносителя (22 т/ч); уровень раствора в кристаллизаторе (2500 мм); число оборотов мешалки (60 об/мин);
Регулируемыми параметрами в кристаллизаторе являются: температура в аппарате; расход раствора на кристаллизацию; уровень раствора (L=2500 мм);
На функциональной схеме изображены все средства автоматизации, необходимые для контроля и регулирования параметров, которые в свою очередь обеспечивают стабильность работы связанных между собой агрегатов.
Наиболее важным параметром в нашей схеме является температура в кристаллизаторе.Для ее регулирования необходимы следующие средства автоматизации: в данной схеме, как наиболее оптимальный, выбираем контактный метод измерения температуры. В качестве датчика выбираем термопреобразователь сопротивления медный, который обладает унифицированным сигналом, воспринимаемым вторичным прибором без нормирующего преобразователя. Чувствительный элемент термопреобразователя помещается в защитную арматуру. Свободные концы термопреобразователя через колодку зажимов присоединяются к вторичному прибору. Существует несколько видов термопреобразователей сопротивления. Для диапазона 40-900С подходит термопреобразователь сопротивления медный ТСМ Метран – 203, пределы измерения которого
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.