Некоторые характерные формы волн в соединениях, полученных сваркой взрывом
а – симметричные синусоидальные, б – с завихрениями, в – несимметричные.
Первым, кто попытался объяснить природу появления периодических волн на границе соударяющихся с большими скоростями металлических тел, был Г. Абрахамсон. Анализируя экспериментальные данные по соударению пуль с мишенями под различными углами, автор исходил из того, что в окрестностях точки удара реализуется очень большие давления. Так, например, для случая стольной пули, ударяющейся о свинцовую мишень со скоростью 915 м/с, давление составляет примерно 3,45 ГПа, что намного больше того, которое металл выдержать до возникновения текучести. На этом основании было сделано предположение, что в окрестности точки удара тензор поля напряжений характеризуется высокой гидростатической составляющей и относительно малыми сдвигающими напряжениями подобно полю напряжений, обычно имеющему место в жидкостях с малой вязкостью.
Классификация технологических схем сварки металлов взрывом.
В настоящее время в мире разработано более 1250 схем сварки взрывом металлических СКМ. Следует отметить, что лишь малая их часть нашла сколь-либо широкое практическое применение для промышленных или научных целей.
Исходя из возможных типов конструктивного исполнения композитного материала или соединения разнородных частей узла, все технологические схемы удобно разделить на следующие группы:
а) сварка взрывом плоских заготовок;
б) сварка взрывом коаксиальных заготовок;
в) конструкционная сварка взрывом;
г) комбинированные процессы соединения, включающие сварку взрывом в качестве одного из элементов;
д) специальные способы сварки взрывом конкретных СКМ.
е) способы иниицирования и профилирования зарядов ВВ.
Бесспорно наиболее употребимой в практических целях схемой сварки СКМ является плоскопараллельная (рис.3. а), с помощью которой получают заготовки площадью от 1 см2 до 20 м2 самого различного сочетания металлов.
Такие заготовки могут подвергаться термомеханической обработке: прокатке, гибки, штамповке и т.д. Особенностью плосокопаралельной схемы является удобство регулирования всеми основными параметрами соударения, обеспечения их стабильности в пределах свариваемой площади и т.п. Угловые схемы (рис.3. б, в, д) обычно используют для специальных случаев, научных целей и отличаются сложным характером изменения кинематических параметров, связанным с наличием переменного зазора а, следовательно, изменяющегося действия ПД заряда ВВ на метаемую пластину вдоль свариваемой заготовки.
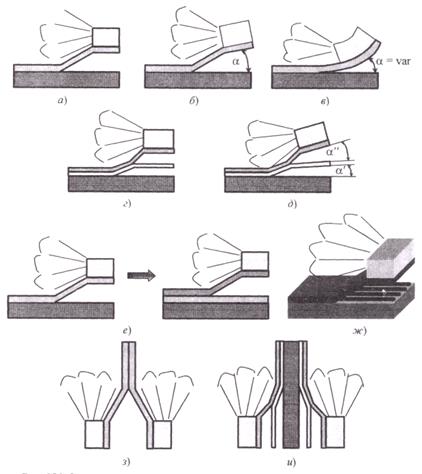
Рис.3. Основные технологические схемы изготовления сваркой взрывом плоских биметаллических и многослойных СКМ.
Многослойные СКМ получают тремя принципиальными методами: с помощью одновременной схемы одним (рис. 3. г, д) или двумя симметрично расположенными зарядами ВВ (рис.3. з, и). В общем случае расчет оптимальных параметров сварки в одновременных схемах является сложной многопараметрической задачей, решаемой в одно – или двумерном вариантах методами компьютерного моделирования.
Одним из возможных технологических путей получения волокнистых
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




