4 Нормы и контроль технологического режима
4.1 Нормы технологического процесс
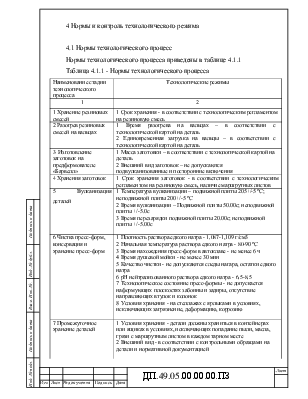
Нормы технологического процесса приведены в таблице 4.1.1
Таблица 4.1.1 - Нормы технологического процесса
|
Наименование стадии технологического процесса |
Технологические режимы |
|
|
1 |
2 |
|
|
1 Хранение резиновых смесей |
1 Срок хранения - в соответствии с технологическим регламентом на резиновую смесь |
|
|
2 Разогрев резиновых смесей на вальцах |
1 Время разогрева на вальцах – в соответствии с технологической картой на деталь 2 Единовременная загрузка на вальцы – в соответствии с технологической картой на деталь |
|
|
3 Изготовление заготовок на предформователе «Барвелл» |
1 Масса заготовки – в соответствии с технологической картой на деталь 2 Внешний вид заготовок – не допускаются подвулканизованные и посторонние включения |
|
|
4 Хранения заготовок |
1 Срок хранения заготовок - в соответствии с технологическим регламентом на резиновую смесь, наличие маршрутных листов |
|
|
5 Вулканизация деталей |
1 Температура вулканизации – подвижной плиты 205+/-5 ºС; неподвижной плиты 200+/-5 ºС 2 Время вулканизации – Подвижной плиты 50.00с; неподвижной плиты +/-5.0с 3 Время перезарядки подвижной плиты 20.00с; неподвижной плиты +/-5.00с |
|
|
6 Чистка пресс-форм, консервация и хранение пресс-форм |
1 Плотность раствора едкого натра - 1,087-1,109 г/см3 2 Начальная температура раствора едкого натра - 80-90 ºС 3 Время нахождения пресс-форм в автоклаве - не менее 6 ч 4 Время душевой мойки - не менее 30 мин 5 Качество чистки - не допускаются следы нагара, остатки едкого натра 6 рН нейтрализованного раствора едкого натра - 6,5-8,5 7 Технологическое состояние пресс-формы - не допускается наформующих плоскостях забоины и задиры, отсутствие направляющих втулок и колонок 8 Условия хранения - на стеллажах с ярлыками в условиях, исключающих загрязнение, деформацию, коррозию |
|
|
7 Промежуточное хранение деталей |
1 Условия хранения - детали должны храниться в контейнерах или ящиках в условиях, исключающих попадание пыли, масла, грязи с маршрутным листом в каждом тарном месте 2 Внешний вид - в соответствии с контрольными образцами на детали и нормативной документацией |
|
|
Продолжение таблицы 4.1.1 - Нормы технологического процесса |
||
|
1 |
2 |
|
|
8 Обработка деталей 8.1 Обработка деталей холодом со щетками |
1 Масса обрабатываемых деталей, время обработки – масса загрузки 5.0 +/-1.0кг; время обработки (перезарядки) 2.0 +/-0.5мин. |
|
|
8.2 Обработка деталей холодом с дробью |
1 Масса обрабатываемых деталей, время обработки – масса загрузки 3.0 +/-1.0кг; время обработки (перезарядки) 1.5 +/-0.5мин. |
|
|
8.3 Обрезка деталей, подрезка, вырубка, шероховка, шлифовка |
1 Внешний вид - в соответствии с нормативной документацией, чертежами, контрольными образцами внешнего вида; размеры - в соответствии с чертежом. |
|
|
9 Промывка деталей |
1 Время промывки – 15-20 мин 2 Масса загрузки – 5-6 кг |
|
|
10 Контроль качества деталей |
1 Внешний вид - в соответствии с контрольными образцами и нормативной документацией 2 Проверочная нагрузка, герметичность, растяжение, биение, осевое смещение - в соответствие с чертежом и ТУ на изделие |
|
|
11 Упаковка |
1 Качество упаковки, количество деталей - в соответствии с нормативной документацией, технологическими картами |
|
|
12 Контроль ОТК |
1 Внешний вид - согласно нормативной документации, чертежам, контрольным образцам внешнего вида 2 Размеры - в соответствии с чертежом на деталь 3 Физико-механические показатели - в соответствии с нормативной документацией и чертежом на деталь |
|
4.2 Контроль технологического режима
Контроль технологического режима приведён в таблице 4.2.1.
Таблица 4.2.1 - Контроль технологического режима
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.