Дані нормалі являються складовою частиною робочої документації при проектуванні газопроводів високого тиску. Збирання вузла по нормалям заключається в слідуючому: підганяються корпус і фланець вузла по розмірам нормалей, розроблених с інститутом "Гіпроніігаз", формується раструб на поліетиленовій трубі (розмір труби повинен бути 0,8–1 м), витягується з раструба інвентарна котушка, зачищається і обезжирються внутрішня поверхня раструба; вводиться раструб поліетиленової труби в конус корпуса і за допомогою болтового з’єднання стягується фланцями. При цьому зазор між фланцями повинен бути, по всій можливості, однаковим. Викривлення вузла роз’ємного з’єднання не повинне перевищувати 5%.
Виготовлені вузли роз’ємних, з’єднань виконані по нормалям, підлягають випробуванням на міцність і герметичність.
4.3 Контроль якості
Поопераційний контроль складається з перевірки якості поліетиленових труб; контролю процесу формування розтруба; контролю якості підготовки сталевої труби та фланців; контролю приварювання фланця до сталевої труби;
контролю зборки з’єднання.
Випробування вузлів внутрішнім пневматичним тиском повинно проводитись на міцність і герметичність відповідно табл.3. Час випробування на міцність 1 година, на герметичність – 24 години.
Таблиця 3 – Параметри тиску для проведення випробувань
|
Тиск в газопроводі, МПа |
Випробувальний тиск , МПа |
|
|
на міцність |
на герметичність |
|
|
Низьке до 0,005 |
0,4 |
0,1 |
|
Середнє до 0,3 |
0,6 |
0,3 |
Перед випробуванням вузли повинні заглушуватись сталевими заглушками. На одній із заглушок повинен бути вварений штуцер для підключення шлангу компресора, установки манометра ОБМ 1-100 ГОСТ 8625-77 і запірної арматури (кран, вентиль).
Підготовка вузлів до випробувань повинна виконуватись шляхом зварювання вузлів нагрітим інструментом в стик на установці УМСТ-09 або аналогічних конструкцій.
Для забезпечення безпеки при пневматичних випробуваннях вузли повинні розташовуватись на випробувальному стенді і закріплюватись.
Вузол вважається витримавшим випробування, якщо при випробуванні на герметичність допустима величина падіння тиску за 24 години не перевищує величини, визначеної по формулам ДБН В.2.5-20-2001;
На вузол роз’ємного з’єднання поліетилену із сталлю який пройшов випробування оформлюється паспорт.
При виробництві вище вказаних робіт повинні дотримуватись загальні правила техніки безпеки по ГОСТ 12.1.004-76, ССБТ "Пожежна безпека", "Загальні вимоги" ОСТ 6-19-505-79.
4.4 Охорона праці
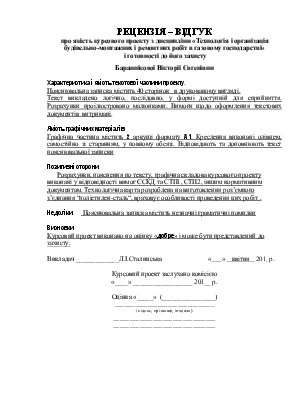
Правила безпечного обпилювання криволінійних сталевих поверхонь.
|
Малюнок 4 - Обпилювання в копіюючому пристрої: а - пристрій; б - зразок; в - прийом роботи |
Для заготовлення партії деталей, однакових за формою, розмірами, застосовують спеціальні пристрої-кондуктори і накладні шаблони (малюнок 4.5). Кондуктор складається з двох загартованих робочих пластин, які мають точну форму оброблюваної деталі. Між пластинами кондуктора встановлюють і
закріплюють заготовку. Накладний шаблон - це точно оброблена робоча пластина
за формою і розміром виробу. Кондуктор або накладний шаблон закріплюють один раз на весь період обпилювання контуру, бо перестановка може викликати брак у роботі. Перевага цих пристроїв полягає в тому, що з їх допомогою можна обробляти з великою точністю один або декілька виробів одночасно (в пакеті) без розмітки.
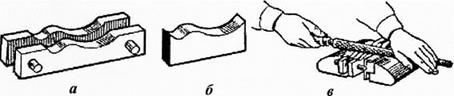
Малюнок 5 - Обпилювання поверхонь за шаблоном: а - випуклої;
б - угнутої; в - шаблон
Обробка металічних деталей стальними щітками, фрезами, шарошками, круглими фасонними терпугами.
При проведенні випробувань рознімного з¢єднання поліетилен – сталь
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.