![]()
Расчитаем допуски звеньев для каждой группы:
1 группа:
2 группа:
3 группа:
![]()
|
|
|
|
|
|
||||||
|
es |
ei |
es |
ei |
es |
ei |
es |
ei |
es |
ei |
|
|
1гр |
-0.21 |
-0.27 |
+0.15 |
+0.1 |
0 |
-0.05 |
+0.06 |
+0.02 |
+0.4 |
+0.2 |
|
2гр |
-0.27 |
-0.33 |
+0.1 |
+0.05 |
-0.05 |
-0.1 |
+0.02 |
-0.02 |
+0.4 |
+0.2 |
|
3гр |
-0.33 |
-0.39 |
+0.05 |
0 |
-0.1 |
-0.15 |
-0.02 |
-0.06 |
+0.4 |
+0.2 |
1.4 Сборка по методу пригонки
Для расчета по этому методу должен быть проведен сначала расчет по методу полной взаимозаменяемости .
 ;
;
![]()
1)Устанавливаем на соответствующие размеры новые величины допусков и назначаем отклонения ЕS и EJ (путем увеличения допусков и отклонений , полученных по методу полной взаимозаменяемости)
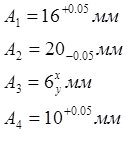
2) Выбираем компенсирующее звено из числа составляющих звеньев, за счет
пригонки которого поглощаются погрешности всех других составляющих звеньев
при изготовлении их по экономическим допускам . Это звено![]() .
.
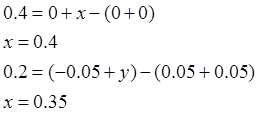
3) Определяем требуемую величину компенсации:
![]()
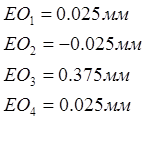
4) Рассчитываем поправку к положению координаты середины поля допуска компенсирующего звена.
E’oi - координаты середин полей расширенных допусков
Eoi - координаты середин полей расчетных допусков для сборки методом полной взаимозаменяемости .
Если координата середины поля допуска увеличивает замыкающее звено, перед ней ставится знак «+», если уменьшает, то знак «-».


5) Определяем «исправленное» значение координаты середины поля допуска компенсирующего звена и его отклонения:
![]() , где
, где ![]() - координата поля
допуска расширенного значения,
- координата поля
допуска расширенного значения,
∆k- поправка в координате.
Если компенсирующее звено входит в число уменьшающих звеньев размерной цепи, то поправку вносят со своим знаком, если в число увеличивающих звеньев, то поправку вносят с обратным знаком.
![]()
 мм
мм

![]()
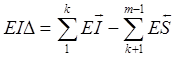
6) Производится проверка ![]() для
сборки методом полной взаимозаменяемости и для сборки методом пригонки.
Расчетные значения должны совпадать для обоих методов.
для
сборки методом полной взаимозаменяемости и для сборки методом пригонки.
Расчетные значения должны совпадать для обоих методов.
1. По методу полной взаимозаменяемости:

2. По методу пригонки:

1.5 Сборка по методу регулирования
Для расчета по этому методу должен быть проведен сначала расчет по методу полной взаимозаменяемости
;
1) в размерную цепь
вводим компенсирующее звено, обычно в виде простановочных колец, прокладок,
втулок и т.п., за счет изменения номинальных величин составляющих звеньев,
одного или нескольких. В данном случае размер ![]() =10 уменьшаем до
=10 уменьшаем до![]() '=7, а размер АК=3мм –
размер неподвижного компенсатора.
'=7, а размер АК=3мм –
размер неподвижного компенсатора.
2) Устанавливаем величины допусков и отклонения на все составляющие звенья из технико – экономических соображений
3) Рассчитываем величину компенсации без учета допуска на размер компенсатора
![]()
4) Рассчитываем число ступеней неподвижного компенсатора
5). Принимаем N=3, при этом количество размеров неподвижных компенсаторов P=N+1=4.
6)
Определяем ![]() и
и ![]() из двух
крайних случаев размерной цепи.
из двух
крайних случаев размерной цепи.
![]()
![]()
7)Определяем размеры неподвижных компенсаторов по ступеням.
![]()
![]()
1гр: 2.395...2.53 мм
2гр: 2.53...2.665 мм
3гр: 2.665...2.8 мм
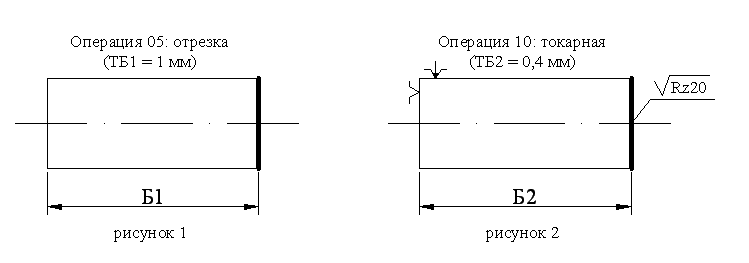
1.6 Технологические размерные цепи.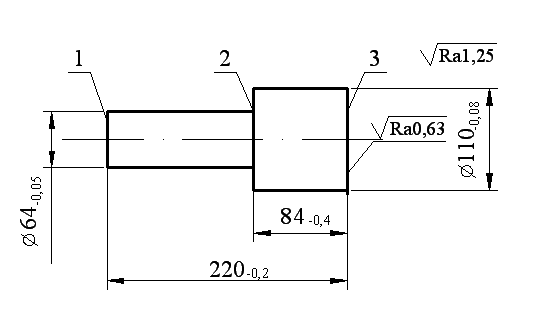
Операция 05 – отрезка заготовки из прутка на механической ножовке (рисунок 1).
Операция 10 - подрезание торца 1 на токарном станке с базированием заготовки по необработанному торцу 3 (рисунок 2).
Операция 15 - подрезание торца 3 на токарном станке с установкой детали по ранее обработанному торцу 1 (рисунок 3).
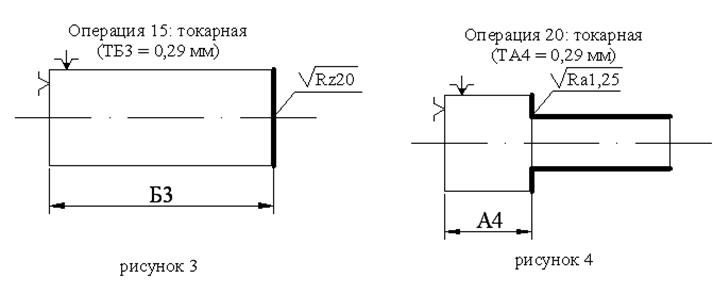
Операция 20 - точение ступени вала Ø![]() и подрезание торца 2 в размер 84 от
предварительно подрезанного торца 3 (рисунок 4).
и подрезание торца 2 в размер 84 от
предварительно подрезанного торца 3 (рисунок 4).
Операция 25 - шлифование торца с выдерживанием общей длины втулки 62-0,1 на плоскошлифовальном станке с установкой на торец 1 (рисунок 5).
3. Список литературы.
1. Комиссаров В.И. и др. «Технология машиностроения» метод. указ.
2. Курс лекций.
3. Горбацевич и др. «Курсовое проектирование по технологии машиностроения», Минск, 1975;
4. Косилова А.Г. «Справочник технолога - машиностроителя», Москва, 1985.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.