КОРРЕКЦИОННЫЙ РАСЧЕТ ПРОФИЛЯ И ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЖУЩЕЙ ЧАСТИ ФАСОННЫХ РЕЗЦОВ
Целью коррекционного расчета является определение таких размеров и форм профиля фасонного резца, которые при проектируемых углах его заточки и установки создавали бы на обрабатываемой детали профиль, заданный ее чертежом.
При проектировании коррекционный расчет целесообразно совместить с расчетом передних и задних углов на профиле резца, необходимых для анализа оптимальности решений, принимаемых при проектировании.
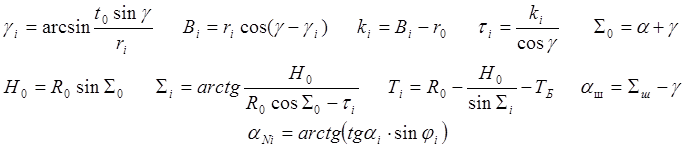
Задние углы резца в сечениях, перпендикулярных проекции режущих кромок на основную плоскость, используемые при построении эпюры задних углов на профиле, определены по уравнению
aNi = arctg ( tgai sinjI )
где ai - задний угол в точке i в сечении, перпендикулярном к оси резца или линии базы крепления;
ji - угол в основной плоскости между проекцией режущей кромки резца в точке i и направлением указанного измерения угла.
Расчет профиля и углов фасонного резца повторяется для всех узловых точек. Одним из конечных результатов является глубина профиля резца Ti от принятой базы, которая и проставляется непосредственно на рабочем чертеже резца. Знак Тi указывает на расположение узловой точки относительно базы в принятой системе координат (на чертеже не указывается).
1. Призматические и круглые резин с радиальной подачей и параллельным расположением базы крепления и оси детали рассчитываются с помощью следующего алгоритма в соответствии со схемой, показанной на рис.5:
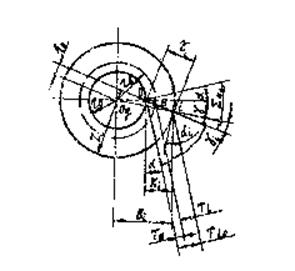 Рис. 3
Рис. 3
2. Радиусы и координаты центров заменяющих окружностей профиля резца рассчитываются во всех случаях. Задача сводится к проведению окружности через три заданные точки. При этом, как показано на рис.4, за начало координат "О" каждый раз принимаем точку 0' начала дугового участка. Тогда имеем следующий алгоритм расчета:
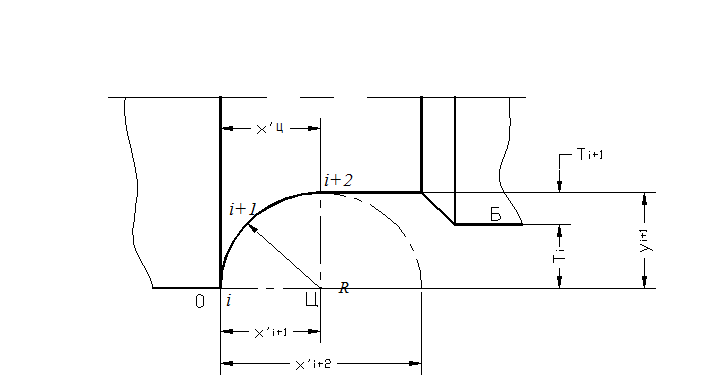 Рис.5
Рис.5
![]()

![]()
6. Вне зависимости от типа и конструктивного исполнения проектируемого резца для дальнейшего оформления рабочего чертежа на резец и анализа распределения углов резца по профилю.
1. Для проверки условий резания на всем режущем профиле фасонного резца следует рассчитать в лимитирующей точке величину угла заострения bi = 90 – (ai + gi), определявшего прочность режущего клина резца и его способность отводить при резании тепло, а также проанализировать значения задних углов aNi, влияющих на износостойкость режущих кромок. Для этого целесообразно построить эпюру распределений углов aNi по профилю.
Минимально допустимыми значениями углов bi являются: 40° при обработке красной меди и алюминия» 50° - при обработке автоматной стали, 60° - при обработке легированных сталей, 55° - при обработке чугуна. Для создания удовлетворительных условий резания угла aNi должны быть не менее 4-5° (в крайних случаях 2-3°).
Таким образом, круглый фасонный резец с параллельным расположением осей детали и резца и углом l=0 не пригоден для обработки заданной детали из легированной стали и чугуна.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.