







обрабатываемого материала и материала рабочей части резца. В нашем случае примем γ=20. Задний угол примем α=10.
При определении конструктивных параметров круглого фасонного резца производится выбор типа крепления резца, назначение параметров крепления, определение наружного диаметра резца, определение размеров рифлений, назначение дополнительных режущих кромок и определение размеров выточки посадочного отверстия.
Составляющая сила резания:
Диаметр посадочного отверстия:
![]()
Принимаем
![]()
Наибольшая глубина профиля детали:
![]()
Наружный диаметр резца:
![]()
Принимаем
![]()
![]()
Для обеспечения надёжного крепления, а также для предварительной установки резца после его переточки относительно оси изделия, с правой стороны резца, если смотреть по направлению подачи, делают буртик, на котором нарезают рифления (рис.2.3).
- Определим диаметр буртика:
![]() мм
мм
Число
зубьев рифлений принимаем равным: ![]() =32
=32
Угол
профиля рифлений в нормальном сечении равен ![]() .
Вершины зубьев рифлений срезаны на величину 0,35мм с оставлением площадки
шириной 0,7 мм. Во впадине остаётся площадка шириной 0,5 мм. Это обеспечивает сопряжение зубьев на резце и державке по боковым сторонам. Для обеспечения
постоянства ширины площадки при вершине зубчиков по их длине дно впадины между
зубчиками располагают к торцу буртика под углом
.
Вершины зубьев рифлений срезаны на величину 0,35мм с оставлением площадки
шириной 0,7 мм. Во впадине остаётся площадка шириной 0,5 мм. Это обеспечивает сопряжение зубьев на резце и державке по боковым сторонам. Для обеспечения
постоянства ширины площадки при вершине зубчиков по их длине дно впадины между
зубчиками располагают к торцу буртика под углом ![]() , угол
, угол ![]() определим по формуле:
определим по формуле:

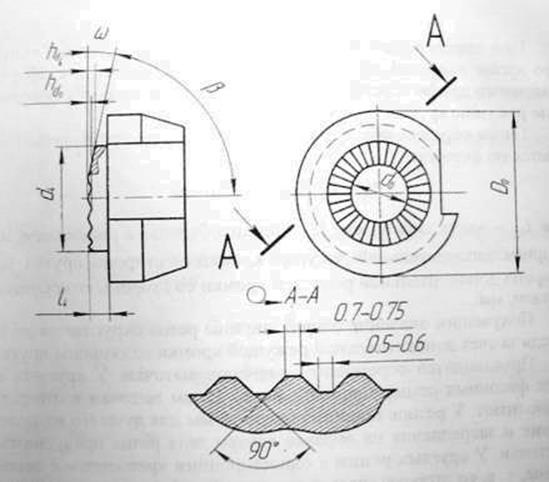
Рисунок 2.3. Схема к определению размеров рифлений
Ширина буртика определяется по следующей формуле:
 мм,
мм,
где
![]() - наружный диаметр резца на правом торце
- наружный диаметр резца на правом торце
- Полученное значение ширины буртика округляем до ближайшего целого числа:
![]() мм
мм
Угол установки шпинделя делительной головки при фрезеровании зубьев рифлений:
![]()
Общая ширина круглого фасонного резца определяется по формуле:
![]() ,
,
где
![]() - длина детали
- длина детали
![]() - ширина дополнительной режущей кромки со
стороны прутка
- ширина дополнительной режущей кромки со
стороны прутка
![]() - ширина дополнительной режущей кромки со
стороны открытого торца детали
- ширина дополнительной режущей кромки со
стороны открытого торца детали
Для любого типа резца должны быть назначены две дополнительные режущие кромки: дополнительная режущая кромка со стороны свободного торца детали и дополнительная режущая кромка со стороны прутка заготовки.
- Назначаем размеры режущей кромки со стороны свободного торца детали. При обработке деталей, оканчивающихся фаской, крайнюю режущую кромку удлиняют на 1-2мм. Принимаем:
![]() мм
мм
Упрочняющая часть режущей кромки 2мм.
-
Назначаем размеры режущих кромок со стороны прутка, которые подготавливают
отрезку готовой детали от прутка до торца детали. Точка «а» отрезной кромки
резца должна выходить за поверхность прутка на 3-5мм. Принимаем 3мм. С учётом
этого ширину участка ![]() можно определить:
можно определить:
 ,
,
где
![]() - диаметр прутка
- диаметр прутка
![]() - диаметр пояска под отрезку
- диаметр пояска под отрезку
![]() - угол между режущей кромкой и прямой,
перпендикулярной оси детали, принимаем:
- угол между режущей кромкой и прямой,
перпендикулярной оси детали, принимаем:
![]()
Диаметр прутка определим по следующей формуле:
![]() мм
мм
![]() мм
мм
 мм
мм
- Определяем общую длину подрезки:
![]()
где
![]() - ширина открытого резца. Принимаем:
- ширина открытого резца. Принимаем:
![]() мм
мм
Найдём:
![]() мм
мм
![]() мм
мм
У резцов шириной более 15мм для лучшего их центрирования и закрепления на оправке внутри тела резца предусматривают выточки.
У круглых фасонных резцов с двусторонним креплением выточка для размещения головки оси вспомогательного инструмента отсутствует. Имеется только выточка для уменьшения посадочной поверхности (рис. 2.4).
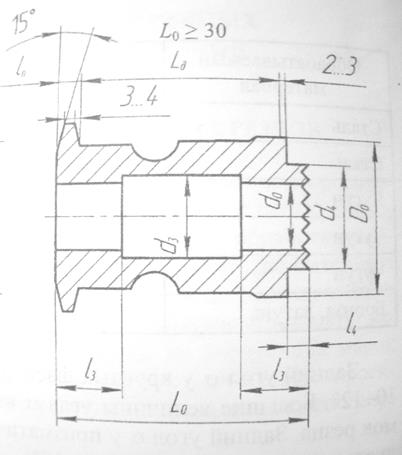
Рисунок 2.4. Схема расположения выточек у круглого фасонного резца с двусторонним креплением
Размеры выточек определяются по следующим формулам:
![]() мм
мм
![]() мм
мм
Полученные размеры округляем до целого числа:
![]() мм
мм ![]() мм
мм
Для
обеспечения сохранности профиля необходимо также рассчитать расстояние ![]() от плоскости передней поверхности до оси
резца:
от плоскости передней поверхности до оси
резца:
![]() мм
мм
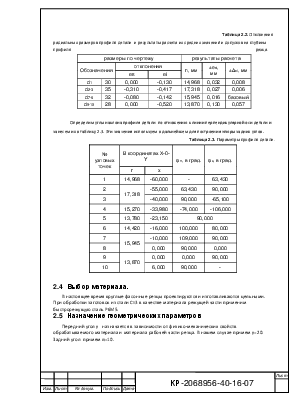
Целью коррекционного расчета является определение таких размеров и форм фасонного резца, которые при проектируемых углах его заточки и установки создавали бы на обрабатываемой детали профиль, заданный его чертежом.
Таблица 2.4. Геометрические параметры режущей части фасонного резца.
|
γ |
В |
К |
τ |
Σ0 |
Н0 |
Σ |
Т |
α |
αN |
αN |
|
|
1 |
18,658 |
14,963 |
1,963 |
2,089 |
30,000 |
13,750 |
32,329 |
1,788 |
13,671 |
- |
12,273 |
|
2 |
16,051 |
17,277 |
4,277 |
4,552 |
35,518 |
3,832 |
19,467 |
17,544 |
19,467 |
||
|
3 |
16,051 |
17,277 |
4,277 |
4,552 |
35,518 |
3,832 |
19,467 |
19,467 |
17,777 |
||
|
4 |
18,275 |
15,263 |
2,263 |
2,408 |
32,713 |
2,057 |
14,438 |
13,901 |
13,901 |
||
|
5 |
20,333 |
13,780 |
0,780 |
0,830 |
30,888 |
0,715 |
10,554 |
10,554 |
10,554 |
||
|
6 |
19,394 |
14,419 |
1,419 |
1,510 |
31,651 |
1,297 |
12,258 |
12,077 |
12,077 |
||
|
7 |
17,476 |
15,929 |
2,929 |
3,117 |
33,596 |
2,650 |
16,120 |
15,284 |
16,120 |
||
|
8 |
17,476 |
15,929 |
2,929 |
3,117 |
33,596 |
2,650 |
16,120 |
16,120 |
0,000 |
||
|
9 |
20,196 |
13,870 |
0,870 |
0,926 |
30,993 |
0,798 |
10,798 |
0,000 |
10,798 |
||
|
10 |
20,196 |
13,870 |
0,870 |
0,926 |
30,993 |
0,798 |
10,798 |
10,798 |
- |
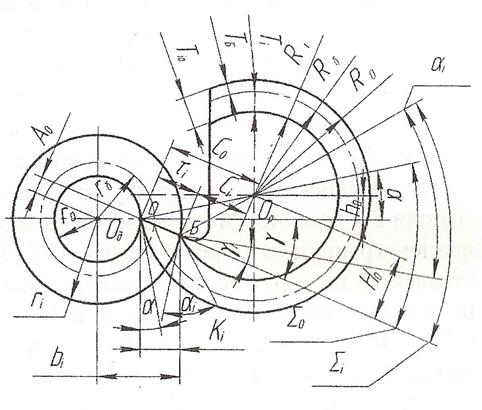
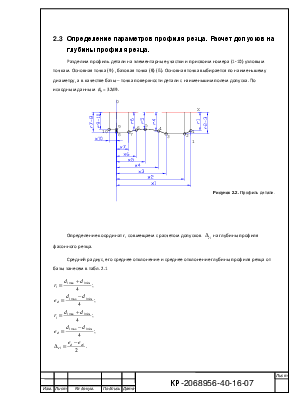
Рисунок 2.5. Схема аналитического определения размеров профиля круглого фасонного резца.
Для проверки условий на всём режущем профиле фасонного резца следует рассчитать в лимитирующей точке величину угла заострения, определяющего прочность режущего клина резца и его способность отводить при резании тепло, а также
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.