









Несмотря на многообразие пластин, не всегда можно получить оптимальную геометрию инструмента исходя из условия резания;
в) Повышение первоначальной стоимости корпуса инструмента;
г) Увеличенные габаритные размеры;
1.2. Исходные данные
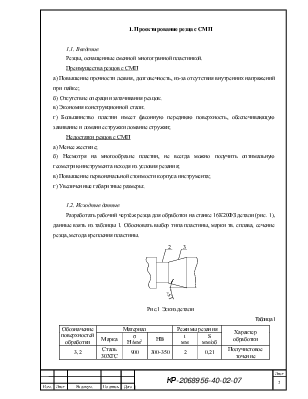
Разработать рабочий чертёж резца для обработки на станке 16К20ФЗ детали (рис. 1), данные взять из таблицы 1. Обосновать выбор типа пластины, марки тв. сплава, сечение резца, метода крепления пластины.
Рис.1 Эскиз детали
Таблица 1
|
Обозначение поверхностей обработки |
Материал |
Режимы резания |
Характер обработки |
|||
|
Марка |
σ Н/мм2 |
НВ |
t мм |
S мм/об |
||
|
3,2 |
Сталь 30ХГС |
900 |
300-350 |
2 |
0,21 |
Получистовое точение |
1.3. Выбор типа резца и крепления СМП.
После изучения чертежа детали, станка, определения обрабатываемых поверхностей, выберем резец проходной с СМП квадратной формы и углом φ = 45 °
Крепление осуществляется
плоским клином [ГОСТ 20872-80]. Марку материала режущей части инструмента
(пластины) выбираем в зависимости от вида, физико- механических свойств обрабатываемого материала и условии резания в
соответствии с ГОСТ 19042-80, 19043-80, 26630-85. На основании вышеизложенного
выберем материал пластинки: Т15К6.
механических свойств обрабатываемого материала и условии резания в
соответствии с ГОСТ 19042-80, 19043-80, 26630-85. На основании вышеизложенного
выберем материал пластинки: Т15К6.
1.4. Выбор формы и типа многогранной пластины
Форма размеры и точность пластины регламентированы ГОСТ 19042-80 19043-80 19046-80. Форму пластины выбираем в зависимости от характера обработки по табл. 4 [1, стр. 17]. Выбираем форму пластины квадратную по ГОСТ 19043-70.
Тип пластины, её конструктивные особенности и геометрические параметры резцов назначим в зависимости от обрабатываемого материала и характера обработки в соответствии с табл. 5 [1].
Размер многогранной пластины
|
Диаметр вписанной окружности |
Длина режущей кромки |
Сечение среза |
S, мм/об |
Максимальная глубина резания, мм |
|
мм |
||||
|
9,525 |
9,525 |
16x16 |
0,2-0,3 |
2 |
Таким образом:
Сменная многогранная пластина
|
03 |
1 |
3 |
4 |
10 |
04 |
12 |
|
S |
N |
G |
M |
Пояснение:
|
Форма пластины |
Величина заднего угла |
Класс допуска |
Конструктивные особенности |
Длина режущей кромки |
Толщина пластины |
Радиус при вершине |
Резец с механическим креплением СМП:
|
P |
S |
S |
N |
R |
16 |
16 |
K |
10 |
Пояснение:
|
Способ крепления СМП |
Форма СМП |
Вид державки резца |
Задний угол СМП |
Напра-вление резания |
Высота державки |
Ширина державки |
Длина резца |
Длина режущей кромки СМП |
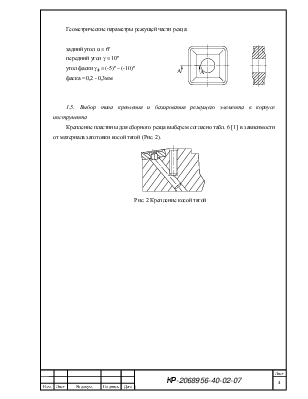
Геометрические параметры режущей части резца:
задний угол α = 6º
передний угол γ = 10º
угол фаски γф = (-5)º – (-10)º
фаска = 0,2 - 0,3мм
1.5. Выбор типа крепления и базирования режущего элемента в корпусе инструмента
 Крепление пластины для сборного резца выберем согласно табл. 6 [1] в
зависимости от материала заготовки косой тягой (Рис. 2).
Крепление пластины для сборного резца выберем согласно табл. 6 [1] в
зависимости от материала заготовки косой тягой (Рис. 2).
Рис. 2 Крепление косой тягой
2. Проектирование фасонного резца
2.1. Введение
Фасонные резцы относятся к классу сложнорежущего
инструмента и применяются для обработки деталей с более сложной
геометрией. Так же их используют на токарных и долбежных станках. Применяются в
крупносерийном и массовом производстве.
обработки деталей с более сложной
геометрией. Так же их используют на токарных и долбежных станках. Применяются в
крупносерийном и массовом производстве.
Преимущества фасонных резцов:
а) обеспечивают высокую производительность благодаря значительной экономии машинного и вспомогательного времени;
б) высокая точность и идентичность детали;
в) в меньшем количестве брак;
г) простота заточки (по передней поверхности);
д) высокая долговечность;
Недостатки фасонных резцов:
а) достаточно высокая сложность проектирования и изготовления;
б) полное отсутствие универсальности;
г) большая дороговизна;
2.2. Исходные данные
|
Тип резца |
Материал детали |
Размеры детали, мм |
Приме- чания |
||||||||
|
Призма-тический |
марка |
Мпа |
|
|
|
|
|
|
|
|
Прямолинейность Конусной поверхности 0,05 мм |
|
Сталь 20 |
400 |
50d9 |
60h11 |
48h12 |
10 |
45 |
5 |
6 |
65 |
||
 2.3. Графическое профилирование
фасонного резца
2.3. Графическое профилирование
фасонного резца
Фасонные резцы применяют для точения из прутка деталей в виде тел вращения с фасонными профилями.
Задний угол α = 14°
Передний угол γ = 20° назначают в зависимости от твердости обрабатываемого материала.
На профиле детали намечаем характерные точки 1, 2, 3…положение их определяется радиусами ri (r1, r2, r3 …) и осевыми размерами – li(см. рис.2).
Рисунок 1. Обрабатываемая деталь.
Рис.2. Узловые точки профиля детали
 - Выберем систему координат X-Y таким образом, чтобы ось X совпадала с осью детали, а ось Y проходила бы через основную (для расчёта) точку О профиля
детали.
- Выберем систему координат X-Y таким образом, чтобы ось X совпадала с осью детали, а ось Y проходила бы через основную (для расчёта) точку О профиля
детали.
- Определим координаты ![]() узловых точек профиля детали относительно
выбранной системы координат, учитывая при этом величину и расположение полей
допусков на размеры детали. Найдём отклонения заданных размеров детали,
рассчитаем средний
узловых точек профиля детали относительно
выбранной системы координат, учитывая при этом величину и расположение полей
допусков на размеры детали. Найдём отклонения заданных размеров детали,
рассчитаем средний  радиус его среднее отклонение и среднее
отклонение глубины профиля резца от базы, результаты расчётов внесём в таблицу
1.
радиус его среднее отклонение и среднее
отклонение глубины профиля резца от базы, результаты расчётов внесём в таблицу
1.
Таблица 1
Отклонения радиальных размеров профиля детали и результаты расчёта их средних значений и допусков на глубины профиля резца
|
Размеры по чертежу |
Результаты расчёта |
||||
|
Обозначение |
Отклонения, мм |
|
|
|
|
|
|
|
||||
|
d1-2 = 48h12 |
0 |
-0,25 |
23,9375 |
|
Базовый |
|
d3 = 60h11 |
0 |
-0,19 |
29,9725 |
|
|
|
d4-5 = 50d9 |
-0,1 |
-0,174 |
24,9315 |
|
|
На
чертеже профиля резца целесообразно указывать не диаметральные размеры, а
только высоты профиля от базовой поверхности или точки; поле допуска лучше
располагать симметрично расчетному профилю детали. т.е. отклонения должны быть
равны 1/2 выбранного допуска и, записываться со знаком ![]() . В соответствии
с рекомендуемой методикой расчета допусков на профиль фасонного резца, в
качества базы выбирается поверхность или точка на профиле резца, обрабатывающая
поверхность детали с наименьшим полем допуска. Исходя из этого, примем на
детали в рассматриваемом примере за базовую точку 2.
. В соответствии
с рекомендуемой методикой расчета допусков на профиль фасонного резца, в
качества базы выбирается поверхность или точка на профиле резца, обрабатывающая
поверхность детали с наименьшим полем допуска. Исходя из этого, примем на
детали в рассматриваемом примере за базовую точку 2.
В случае необходимости, тогда допуск базового размера равен по величине или близок к допуску другой обрабатываемой поверхности, его технологически
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.