Численные значения заделов на поточной линии представлены в табл.3.
Таблица 3.
|
№ задела |
‘ |
“ |
“’ |
“” |
|
Z1-2 |
-42 |
43 |
- |
- |
|
Z2-3 |
42 |
-42 |
0 |
- |
|
Z3-4 |
34 |
-10 |
-25 |
- |
|
Z4-5 |
-23 |
11 |
-10 |
- |
|
Z5-6 |
-52 |
29 |
20 |
- |
|
Z6-7 |
-3 |
3 |
- |
- |
|
Z7-8 |
76 |
0 |
-76 |
- |
|
Z8-9 |
0 |
-2 |
32 |
-31 |
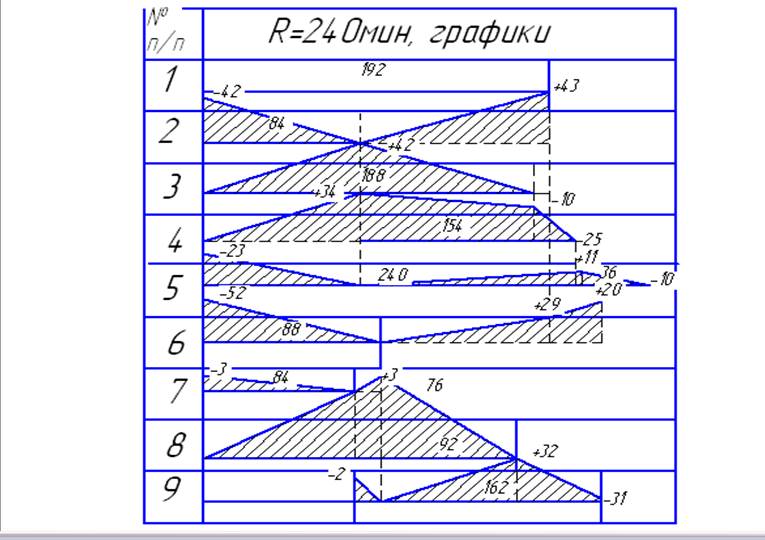
Таблица 4.
График работы несинхронизированной поточной линии.
|
№ Опе- рации |
Штучн. Время, t шт. |
Число рабочих мест |
загрузка |
Число рабочих |
||
|
расчетное |
принятое |
% |
min |
|||
|
1 |
2,49 |
0,8 |
1 |
80 |
192 |
1(С5) |
|
2 |
1,1 |
0,35 |
1 |
35,2 |
84 |
1(С4) |
|
3 |
2,45 |
0,78 |
1 |
78,5 |
188 |
1 |
|
4 |
2,0 |
0,64 |
1 |
64,1 |
154 |
1(С2) |
|
5 |
3,6 |
1,15 |
2 |
57,7 |
138 |
2(С1) |
|
6 |
1,15 |
0,37 |
1 |
36,8 |
88 |
1(С8) |
|
7 |
1,1 |
0,35 |
1 |
35,2 |
84 |
1(С9) |
|
8 |
1,2 |
0,38 |
1 |
38,4 |
92 |
1(С6) |
|
9 |
2,1 |
0,67 |
1 |
67,3 |
162 |
1(С7) |
Z’1-2 =(84*1)/2,49 – (84*1)/1,1 = 34 – 76 = -42.
Z”1-2 = (108*1)/2,49 – 0 = 43.
Z’2-3 = (84*1)/1,1 – (84*1)/2,45 = 76 – 34 = 42.
Z”2-3 = 0 – (104*1)/2,45 = -42.
Z’3-4 = (84*1)/2,45 – 0 = 34.
Z”3-4 = ((188-84)*1)/2,45 – (104*1)/2 = 42 – 52 = -10.
Z”’3-4 = 0 – (50*1)/2 = -25.
Z’4-5 = 0 – (84*1)/3,6 = -23.
Z”4-5 = ((238-192)*1)/2 – ((238 – 192)*1)/3,6 = 24 -13 = 11.
Z”’4-5 = 0 – (36*2)/3,6 = -10.
Z’5-6 = (88*1)/3,6 – 88/1,15 = 24 – 77 = -52.
Z”5-6 = (104*1)/3,6 – 0 = 29.
Z’”5-6 = (36*2)/3,6 – 0 = 20.
Z’6-7 = (84*1)/1,15 – (84*1)/1,1 = 73 – 76 = -3.
Z”6-7 = (4*1)/1,15 – 0 = 3.
Z’7-8 = (84*1)/1,1 – 0 = 76.
Z”7-8 = 0 – (92*1)/1,2 = -76.
Z’8-9 = 0.
Z”8-9 = 0 – (4*1)/2,1 = -2.
Z’”8-9 = (92*1)/1,2 – (92*1)/2,1 = 76 – 44 = 32.
Z””8-9 = 0 – (66*1)/2,1 = -31.
Расчет численности рабочих на поточной линии.
С = Ся + Ср, где С – общее число рабочих; Ся – явочное число рабочих (Ся = 6 чел.). Ср = 0,1-0,15 Ся, Ср = 0,15*6 = 0,9, принимаем Ср = 1 чел., С = 6+1 = 7 чел.
Вывод. В ходе проделанной работы рассчитали программу выпуска изделия (N= 226 шт/сутки), величину такта поточной линии (r = 3,121 мин) с помощью располагаемого фонда времени в смену (F = 900 мин/сутки), коэффициента подачи (Кп = 1,276) и программы выпуска. Определили число рабочих мест (Сс = 11) с помощью штучного времени (трудоемкость операции) и такта. Получили коэффициент загрузки (Кз), который не вошел в пределы от 0,9 до 1,05. Отсюда следует, что поточная линия является несинхронизированной. Определили транспортное средство – ленточный конвейер. Рассчитали его рабочую длину (Lp = 12 м), полную длину поточной линии (L = 98 м), скорость движения ленты конвейера (V = 0,32 м/мин), что удовлетворяет условию 0,25<=V<=1,25 м. Так как линия несинхронизирована, то расчет межоперационных заделов ведется только по оборотным заделам. Рассчитали заделы и построили их эпюры. Рассчитали явочное число рабочих (Ся = 6 чел.), резервное число (Ср = 1 чел.), таким образом общее число рабочих (С = 7 чел.). Работа выполнена.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.