ЛЕКЦІЯ 8
З'єднання металевих конструкцій.
1. Види зварювання і зварювальних з’єднань.
Зварювання - основний вид з’єднання металевих конструкцій. Переваги зварювання над іншими з'єднаннями: простота конструктивних форм з'єднання; економія металу; можливість застосування механізованих і автоматизованих способів виконання робіт; зварювальні шви не тільки міцні, а ще й водо- і газонепроникні.
Недоліки: зварювальні деформації ; виникнення внутрішніх залишкових деформацій; ускладнення зварювання на монтажі.
Види зварювання в будівництві: автоматичний, напівавтоматичний, електрошлаковий, контактний, газовий.
Ручне зварювання досить розповсюджене, особливо в умовах будівельного майданчика. Недоліки - мала глибина проплавлення основного металу, низькі стабільність і продуктивність праці.
Електроди, що застосовуються при ручному зварюванні, розрізняються залежно від тимчасового опору одержуваного шва. Наприклад, електрод типу Е42 дозволяє одержати шов, який має Run³ 41 кН/см2; Е50 - Run³49 кН/см2 і т.д. Тип електродів для даної сталі визначають за табл. 55 СНиП
Автоматичне або напівавтоматичне зварювання під флюсом здійснюється автоматом з подачею зварювального дроту діаметром 2 ... 5 мм без покриття. Дуга збуджується під флюсом, флюс легує розплавлений метал і захищає його від контакту з повітрям. Таким чином забезпечується висока якість швів і висока продуктивність. Але це зварювання не можна застосовувати на монтажі.
Напівавтоматичне зварювання застосовується для коротких швів.
Електрошлакове зварювання - різновид зварювання плавленням. Застосовується для вертикальних швів металу товщиною 20 мм і більше. Зварювальна ванна захищається мідними формуючими повзунами, і якість шва дуже висока.
Інші типи зварювання у будівництві застосовуються рідко.
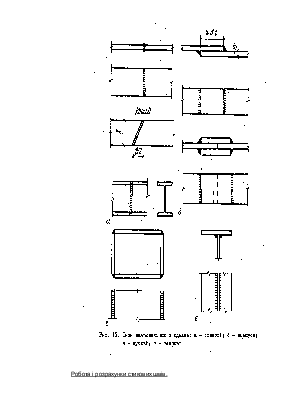
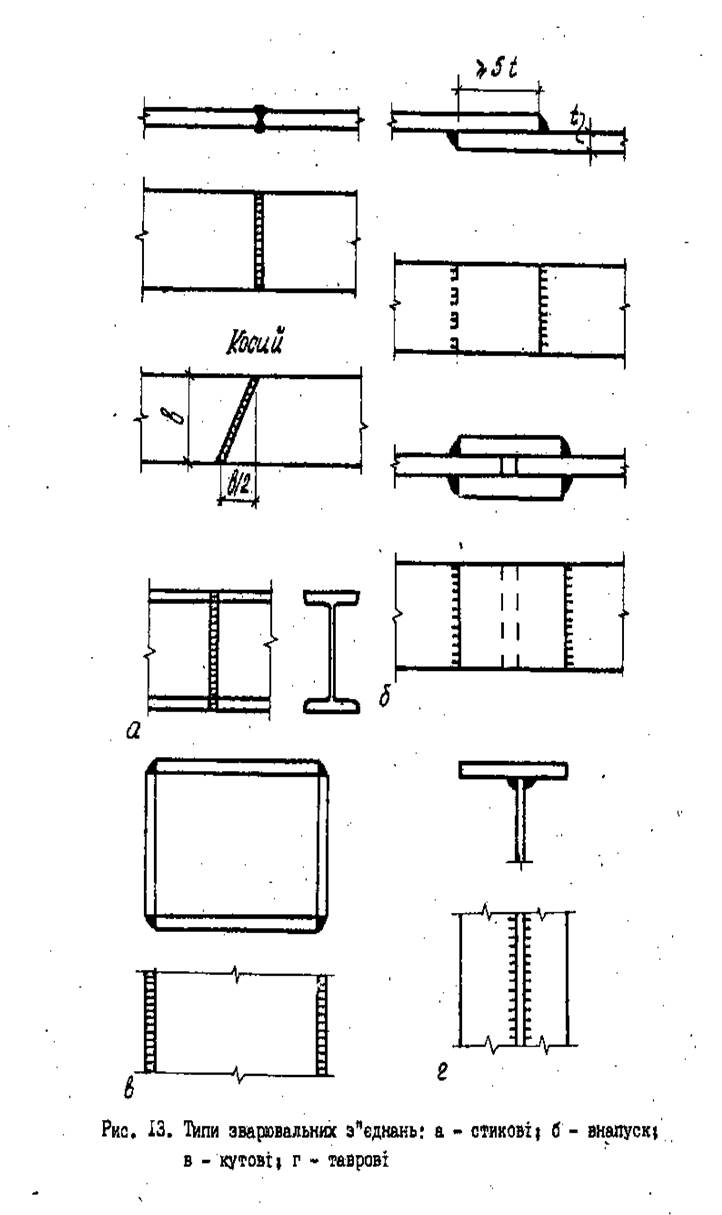
Розрізняють такі види зварювальних з’єднань: стикові, внапуск, кутові і таврові /упритик/ - /рис. 1. ІЗ/.
Стиковими /рис. 1. ІЗ,а/ називають з'єднання, де елементи з'єднуються торцями або крайками і є продовженням одне одного. Ці шви мають найменшу концентрацію напружень, товщина шва практично не обмежена.
У з'єднаннях внапуск /рис.1.13,б/ поверхні металу частково заходять одна на одну. Різновид з'єднання внапуск - з'єднання з накладками. У комбінованих з'єднаннях стиковий шов підсилюється накладками. Ці з'єднання менш економічні, ніж стикові, їх використання дає різку концентрацію напружень.
У кутових з'єднаннях /рис. 1. ІЗ,в/ зварювані елементи розміщені під кутом. У таврових з'єднаннях /рис. 1. І3,г/ торець одного елемента приварюється до поверхні іншого.
Зварювані шви класифікують.за конструктивною ознакою, за призначенням, довжиною і за зовнішньою формою.
За конструктивною ознакою зварювальні шви поділяють на стикові й кутові.
Стикові шви найбільш раціональні, але потребують додаткової обробки крайок. Бувають К -, Х - , V- , U- подібні обробки крайок. Для V- і U - подібних швів обов'язкове підварювання кореня шва. Початок і кінець шва мають непровар і перепал, вони є дефектні, і їх бажано виводити за межі робочого перерізу шва.
У таврових з’єднаннях обробка крайок необов’язкова.
Шви, що зварюються в кут, називають кутовими. Кутові шви, що розміщені паралельно діючому зусиллю, називають фланговими, а перпендикулярно - лобовими.
Шви можуть бути робочими або зв’язуючими /конструктивними/, су-цільними або з перервами. За положенням у просторі розрізняють шви нижні, вертикальні, горизонтальні на вертикальній поверхні.
Робота і розрахунки стикових швів.
Міцність стикового з’єднання залежить від міцності основного металу, міцності наплавленого металу, шва форми і типу з’єднання, технології зварювання і характеру силового впливу.
Стикові шви мають невелику концентрацію напружень, тому їх міцність у першу чергу залежить від міцності металу шва. Розподіл напружень по довжині шва від дії осьової сили береться рівномірно розподіленим по перерізу елемента. Напруження у шві визначають за формулою
s = N / twlw£Rwygс / gn , де tw – найменша товщина елементів, що з’єднуються; lw – розрахункова довжина шва; якщо шов не виведено за межі стику, lw= l - 2t.
Якщо неможливо забезпечити повне проварювання по товщині елемента, замість twберуть 0,7 tw.
У випадках застосування зварювання з фізичним контролем якості ,Rwy = =Ry; при зсуві Rws = Rs. У випадках, коли RWy=0,85Ry, шов виконують косим /рис. 1. 14,б/ для забезпечення рівноміцності з основним металом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.