2 Технологические решения
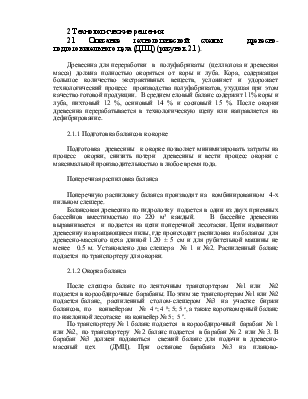
2.1 Описание технологической схемы древесно-подготовительного цеха (ДПЦ) (рисунок 2.1).
Древесина для переработки в полуфабрикаты (целлюлоза и древесная масса) должна полностью окоряться от коры и луба. Кора, содержащая большое количество экстрактивных веществ, усложняет и удорожает технологический процесс производства полуфабрикатов, ухудшая при этом качество готовой продукции. В среднем еловый баланс содержит 11% коры и луба, пихтовый 12 %, осиновый 14 % и сосновый 15 %. После окорки древесина перерабатывается в технологическую щепу или направляется на дефибрирование.
2.1.1 Подготовка балансов к окорке
Подготовка древесины к окорке позволяет минимизировать затраты на процесс окорки, снизить потери древесины и вести процесс окорки с максимальной производительностью в любое время года.
Поперечная распиловка баланса
Поперечную распиловку баланса производят на комбинированном 4-х пильном слешере.
Балансовая древесина по гидролотку подается в один из двух приемных бассейнов вместимостью по 220 м3 каждый. В бассейне древесина выравнивается и подается на цепи поперечной лесотаски. Цепи надвигают древесину на вращающиеся пилы, где происходит распиловка на балансы для древесно-массного цеха длиной 1.20 ± 5 см и для рубительной машины не менее 0.5 м. Установлено два слешера № 1 и №2. Распиленный баланс подается по транспортеру для окорки.
2.1.2 Окорка баланса
После слешера баланс по ленточным транспортерам №1 или №2 подается в корообдирочные барабаны. По этим же транспортерам №1 или №2 подается баланс, распиленный столом-слешером №3 на участке биржи балансов, по конвейерам № 4 а; 4 б; 5; 5 а, а также короткомерный баланс по наклонной лесотаске на конвейер № 5; 5 а.
По транспортеру № 1 баланс подается в корообдирочный барабан № 1 или №2, по транспортеру № 2 баланс подается в барабан № 2 или № 3. В барабан №3 должен подаваться свежий баланс для подачи в древесно-массный цех (ДМЦ). При останове барабана №3 на планово-предупредительный ремонт, подача баланса для ДМЦ производится в барабан № 2.
В зимнее время для лучшей окорки балансов в корообдирочный барабан подается пар:
- давление 0.4 МПа (4 кгс/см 2);
- температура 130 – 1400С;
- расход 25 кг/пл.м 3.
Кора и остальные отходы после окорки через прорези открытой секции попадают на скребковые транспортеры, находящиеся под барабаном, затем на ленточные транспортеры № 13, №14, с которых кора загружается в корьевые бункера. Из бункеров кора выгружается в автомашины и вывозится в цех утилизации коры для сжигания.
С торцов барабана установлены неподвижные стенки, к которым со стороны загрузки и выгрузки баланса примыкают пересыпные устройства, направляющие древесину в барабан и принимающие ее из барабана. Выгрузка окоренного баланса из барабана осуществляется под действием силы тяжести.
Окоренный баланс по транспортерам №5 и №1б подается в древесно-массный цех. Степень окорки подаваемого баланса в ДМЦ должна быть не менее 98 %.
Неокоренный и плохо окоренный баланс отсортировывается на возвратный транспортер №6 и по транспортеру №6а возвращается на доокорку в барабан № 2 или №3.
Короткомерный баланс и длинномер, а также баланс диаметром не более 450 мм по транспортеру № 6, №3 или №4 подается в рубительные машины № 1 или №2. Баланс с металлическими предметами удаляется с транспортера.
2.1.3 Рубка окоренного баланса для получения технологической щепы
Окоренный баланс из корообдирочных барабанов №1, №2 по ленточным транспортерам №3, №4, пройдя через металлоулавливатель, подается для измельчения на щепу в дисковые рубительные машины № 1 или №2. Из корообдирочного барабана №3, окоренный баланс подается транспортером № 5 в ДМЦ. Неокоренный баланс из к/о барабанов №2, №3 по транспортерам №6, №6а подается на доокорку в корообдирочный барабан № 3.
В дисковых рубительных машинах режущие ножи расположены на вращающемся в вертикальной плоскости диске под углом наклона к поверхности диска и к направлению подачи древесины (в зависимости от влажности баланса и от времени года) от 34 до 37 0. Высота дисковых ножей изменяется от 113 до 115 мм на рубительной машине № 1, от 149 до 151 мм на рубительной машине № 2 в зависимости от требований к размерам щепы. Зазор между дисковыми и упорным ножом допускается от 0,8 – 1,0 мм.
Установлены две рубительные машины. Подача баланса к ножевому диску рубительной машины осуществляется по загрузочному наклонному патрону. В рубительной машине баланс попадает между дисковым и упорным ножом, как бы в ножницы и от него отрубаются шайбы под углом 45 град. Ножи постоянно находятся в контакте с древесиной, что стабилизирует ее положение при рубке и обеспечивает получение щепы хорошего качества.
Удаление щепы из кожуха рубительной машины осуществляется при помощи лопаток, находящихся на диске машины, по щепопроводу в распределительный циклон. Из циклона щепа подается на сортирование.
Замена ножей производится после рубки щепы:
- летом 600 м 3;
- зимой 500 м 3.
В случае порчи ножей (металлическим предметами и камнями) рубительная машина останавливается и производится замена ножей. Замена упорного ножа производится через 500 – 600 часов работы.
В процессе рубки образуется опилочная фракция, причиной образования опилок являются удары щепы о кожух машины при выходе ее из подножевой щели. Для предотвращения измельчения щепы на задней стенке кожуха машины устанавливается специальный канал, через который осуществляется отвод щепы в направлении ее выброса из зоны рубки и уменьшается количество опилок и спичек в щепе.
2.1.4 Сортирование технологической щепы
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.