Для обметування петель застосовується досить великий парк машин -напівавтоматів. В залежності від виду виробу, моделі, виду матеріалу, особливостей експлуатації петлі виготовляються різної форми, з різними структурами стібків, ширинами пружків, типами закріпок. В залежності від властивостей матеріалів, на яких вимотується петля, прорізування чи прорубування входу в петлю виконується до чи після обметування зрізів.
Як правило, напівавтомати для виметування петель представляють собою спеціалізовані зигзаг-машини. Зигзагоподібне розміщення стібків у строчці, отримане на цих напівавтоматах, досягається сполученням горизонтальних переміщень голки впоперек строчки з переміщенням матеріалу вдовж чи впоперек зрізів петлі.
Частіше всього для виготовлення петель на виробах із легких, сорочечних, трикотажних та інших матеріалів застосовується човникове чи однониткове ланцюжкове переплетення; при виготовленні петель на виробах верхнього асортименту із тканин костюмної чи пальтової групи застосовують двохниткове ланцюжкове переплетення з використанням каркасної нитки для виготовлення рельєфної петлі.
Напівавтомат 25-А класу, призначений для виконання прямих петель без вічка з двома закріпками на кінцях і розрізом між пружками петлі (додаток 4).
Машина виконує петлі двохнитковим човниковим стібком на брюках та інших виробах. Кількість об/хв головного вала –2000-1; Довжина петлі – 9-24 мм (якщо використати змінні деталі, довжина петлі може бути доведена до 32-40 мм); ширина обметування пружка петлі – до 4,5 мм; крок обметування (розмір стібка) – 0,2-1,5 мм; кількість стібків голки на закріпку:
а) при увімкненому механізмі гальмування транспортера 11-15°С;
б)при вимкненому механізмі гальмування транспортера 5-8°С.
Висота підйому притискної лапки-рейки (має вигляд рамки) над голковою пластиною – до 12 мм; нитки: бавовняні № 30-80, у шість складень шовкові № 18-30.
Виконання петлі на напівавтоматі відбувається за допомогою таких механізмів: голки, ниткопритягувача, човника, подачі тканини, прорубування тканини, відрізання верхньої та нижньої ниток і автоматичного вимкнення машини (кольорова схема, додаток 4).
Закріпки на обох кінцях петлі виконуються за рахунок збільшеного коливання голки у горизонтальній площині при загальмованій подачі тканини. Подача тканини під час виготовлення петлі відбувається поштовхами (одне переміщення за два стібка голки) і виконується зубчастою лапкою-рейкою, розташованою на тканині. Ниткопритягувач шарнірно-стержньовий. Човник у машині виконує рівномірно-обертальний рух.
Особливістю конструкції напівавтомата є те, що для передачі руху від головного валу до валу човника використані зубчасті колеса з загальним передаточним відношенням і = 1:2.
Для покращення умов виходу верхньої голкової нитки з човникового механізму, напівавтомат має пристосування для відводки шпулетримача. Під час виготовлення петлі кількість обертів головного валу за хвилину становить 2000, перед прорубуванням тканини і вимкненням машина автоматично
|
|
перемикається з 2000 на 1000 об/хв. Це необхідно для зменшення динамічних поштовхів у ланках механізмів.
Для гальмування руху головного валу перед прорубуванням петлі використана двохмірна передача, для чого на кінець головного вала установлюють чотири шківа: два холостих і два робочих.
Процес виготовлення петлі. Під час виготовлення петлі спочатку на лицевому боці тканини виконують першу помітку петлі. Потім тканина розміщується на голковій пластині і притискається зверху лапкою-рейкою.
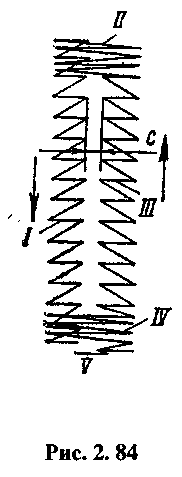
Для увімкнення машини в роботу працюючий натискає на праву педаль. Спочатку відбувається обметування лівого пружка І петлі (рис. 2. 84), тканина при цьому після кожних двох проколів голки з поштовхами рухається на працюючого. Під час виходу голки з тканини відбувається відхилення голки вправо і вліво на ширину пружка петлі. Внаслідок одночасного переміщення тканини вздовж платформи машини на величину стібка і відхилення голки впоперек платформи утворюється Z – подібне розміщення стібків на пружках петлі.
В кінці обметування лівого пружка петлі величина подачі тканини зменшується, одночасно змінюється її напрямок руху на зворотний. Тканина рухається від працюючого, рамка голковода зміщується вправо, голковод в цю мить отримує збільшене відхилення впоперек платформи. Відбувається виготовлення першої закріпки II.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.