Напівавтомат має світлові орієнтири, необхідні для безрозмічального укладання оброблюваних деталей полички й підкладки кишені на платформу.
3. Використання машин для пришиваання гудзиків і виготовлення закріпок і петель.
Для обметування петель застосовується досить велика кількість машин-напівавтоматів. Залежно від виду виробу, моделі , виду матеріалу, особливостей експлуатації виробу петлі виготовляються різної форми, з різною структурою стібків, шириною кромок, типом закріпки й т.д. У залежності властивостей матеріалів, на яких виметувається петля, розрізання або прорубування входу в петлю виконується до або після обметування зрізів.
Як правило, напівавтомати для виметування петель представляють собою спеціалізовані машини зиґзаґоподібного стібка. Зиґзаґоподібне розташування стібків у строчці, одержанні на цих напівавтоматах, досягається сполученням горизонтальних переміщень голки поперек строчки з переміщенням матеріалу вдовжину або поперек зрізів петлі.
Найчастіше для виготовлення петель на білизняних виробах з легких матеріалів застосовується човникове або однониткове лаецюгове переплетення, при виготовленні петель на верхні вироби із тканин костюмної й пальтової групи - двониткове леанцюгове переплетення з використанням каркасної нитки для надання рельєфності петлі.
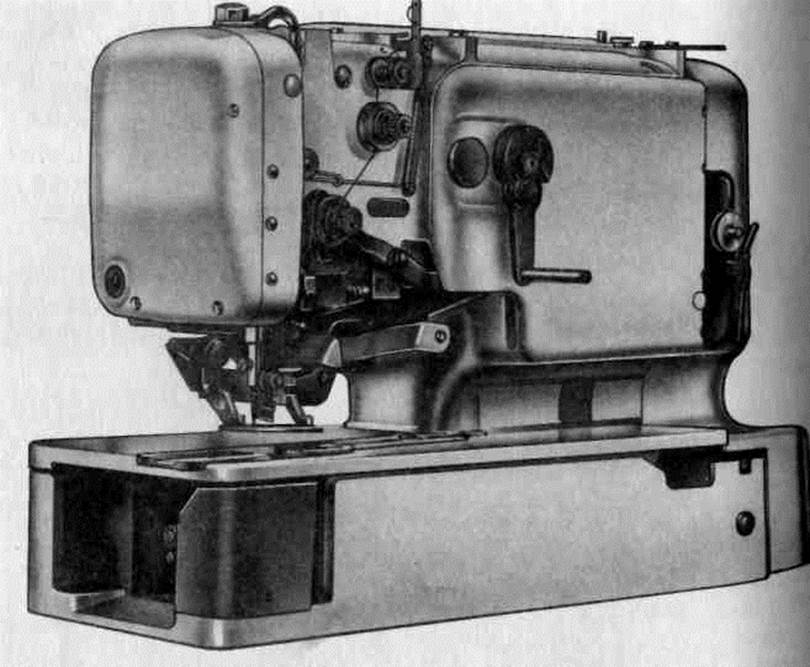
Напівавтомат 556 кл. фірми «Дюркопп-Адлер»
Напівавтомат 556 кл. (мал. 5.8) призначений для виготовлення прямих петель довжиною від 6,35 до 44,45 мм і шириною 4,5 й 7 мм на білизняних, платтяних і костюмних матеріалах строчкою двохниточного човникового стібка із закріпками на кінцях.
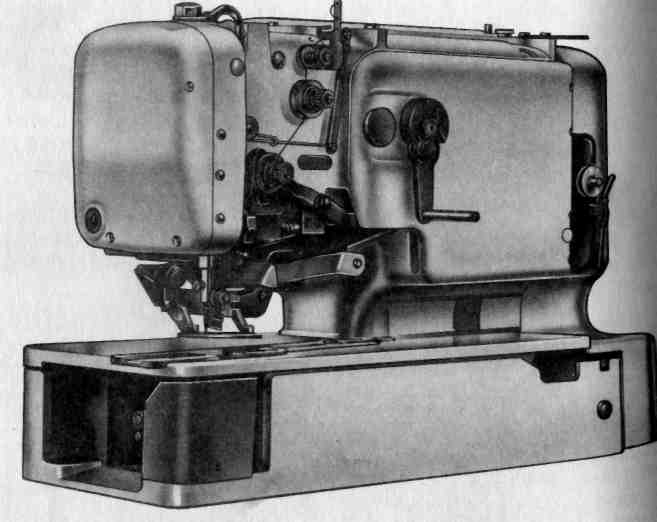
Управління автоматом здійснюється за допомогою пневматичної системи керування. Крім того, при використанні додаткового оснащення (наприклад, ножа для прорізання петлі, пристроїв для охолодження голки, перемикання на однократне або дворазове обметування петлі прижиму матеріалу) можливе пневматичне керування. При обриві нитки, відсутності ниток на шпульці або поломці голки спрацьовує подвійний захист автомата, забезпечувана датчиком обриву голкової нитки й педальним пристроєм аварійної зупинки.
Напівавтомати 1903 кл. (серії 1900) фірми «Джуки»
Напівавтомат 1903 кл. призначений для пришивання плоских
гудзиків із двома й чотирма отворами двонитковим човниковим стібком.
Максимальна частота обертання головного вала 2500 хв. Висота підйому ґудзикового апарата 13 мм. Зовнішній діаметр ґудзиків, що пришивають, від 10 до 32 мм. Напівавтомати випускаютьсячотирьох варіантів:
LK-1903-301 (для пришивання ґудзиків товщиною до 3,5 мм);
LK-1903-302 (для пришивання ґудзиків товщиною до 4,5 мм);
LK-1903-303 (для пришивання ґудзиків товщиною до 6,5 мм);
LK-1903-304 (для пришивання ґудзиків товщиною до 2,5 мм і
до 3,5 мм).
У машині регулюються положення голки по висоті, положення затискачів ґудзиків, натяг верхньої й нижньої ниток, положення голки щодо носика човника, висота підйому, зусилля притиску лапки, зусилля притиску й величина переміщення матеріалу.
У напівавтоматах серії LK-1900 застосований вбудований автоматизований привод головного вала й система крокових приводів для переміщення затискача напівфабрикату. Завдяки автоматизованому приводу головного вала вдалося повністю відмовитися від механічних пристроїв для фіксованої зупинки головного вала, спростити механізми обрізки ниток і підйому притискної рамки. Все це дозволило поліпшити динаміку електромашинного агрегату, знизити шум і вібрацію, повністю виключити ударні навантаження.
Система крокових приводів забезпечує будь-яку траєкторію переміщення затискача в полі 20*40 мм.
Напівавтомат контролює відповідність обраної форми ґудзика становленому затискачу, а також дає сигнал операторові в випадку помилки.
Напівавтомат забезпечує також мультипрограмний режим роботи, при якому програмується послідовність пришивання ґудзиків різної конфігурації. Це особливо важливо для невеликих швейних підприємств.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.