Після цього повертають верхнє плече важеля 11 до працюючого і підводять нитку під затискну пластину 12, проводять між спрямовуючими стержнями 10, зверху вниз вводять в петлю дротяного нитконапрямника 9. Далі нитку за годинниковою стрілкою вгору підводять під спрямовуючий ролик нитконапрямляча 7, справа наліво вводять у вушко ниткоподавача 8, підводять під пластинчатий нитконапрямник 6, між притискними шайбами 21 і в напрямку від робітника заправляють у вушко голки 5.
2. Регулювання механізму петельника.
Своєчасність прискорених рухів петельника 19 (рис. 3.58) в момент захоплення петлі голки 22 регулюється поворотом ведучого 6 та відомого 28 дисків після послаблення гвинтів 5, 31. При виконанні такого регулювання необхідно, щоб петельник 19 при правому уколі голки 22 прискорено підходив до неї. Для цього в момент крайнього верхнього положення голки 22 помітку 32 ведомого диска 28 суміщають із горизонтальною поверхнею пластини 7, потім закріпляють гвинти 5 та 31.
Своєчасність підходу носика петельника 19 до голки 22 регулюють поворотом петельника 19 після послаблення двох гвинтів 18. Перед виконанням даного регулювання необхідно переконатися в тому, що голка 22 симетрично відхиляється відносно осі вала 8 петельника. Для цього встановлюють певну величину відхилення голки, наприклад 5 мм.
 При
цьому, коли голка виконує правий прокол і знаходиться в крайньому нижньому
положенні, носик петельника 19 повинен відстояти від голки на 4-4,5 мм. При
підйомі голки 22 із крайнього
При
цьому, коли голка виконує правий прокол і знаходиться в крайньому нижньому
положенні, носик петельника 19 повинен відстояти від голки на 4-4,5 мм. При
підйомі голки 22 із крайнього
нижнього положення на 1,5-2 мм носик петельника 19 повинен бути вище вушка голки на 1,8-2 мм.
Зазор між голкою 22 та носиком петельника 19, який повинен бути рівним 0,1-0,2 мм регулюється переміщенням петельника вздовж осі валу 8 після послаблення гвинтів 18.
 Довжина петлі нитки, що подається ниткоподавачем 1 голці 22 та
петельнику 19, регулюється переміщенням вздовж
платформи машини нитконапрямника 7 (рис.3.57) після послаблення
притискного гвинта 20. Якщо перемістити його від працюючого, то довжина нитки,
яка подається, збільшиться. Своєчасність послаблення
натягу нитки в основному регуляторі натягу 2 (рис.3.58)
регулюється поворотом головного валу або ексцентрика 4 після послаблення двох
упорних гвинтів 3. Послаблення натягу нитки повинно починатися в момент
переміщення виробу і ґудзика.
Довжина петлі нитки, що подається ниткоподавачем 1 голці 22 та
петельнику 19, регулюється переміщенням вздовж
платформи машини нитконапрямника 7 (рис.3.57) після послаблення
притискного гвинта 20. Якщо перемістити його від працюючого, то довжина нитки,
яка подається, збільшиться. Своєчасність послаблення
натягу нитки в основному регуляторі натягу 2 (рис.3.58)
регулюється поворотом головного валу або ексцентрика 4 після послаблення двох
упорних гвинтів 3. Послаблення натягу нитки повинно починатися в момент
переміщення виробу і ґудзика.
3. Регулювання механізму відводчика петель. (рис.3.59)
Вчасність руху відводчика 17 регулюється поворотом головного валу або ексцентрика 9 після послаблення двох гвинтів 10. Необхідно добитися, щоб в момент проколу матеріалу голкою 22 відвідник 17 підставляв на лінію її руху попередню петлю.
Положення відводчика в площині його коливання відносно лінії руху голки регулюється поворотом валу 13 після послаблення стягуючого гвинта 12 коромисла 11.
Положення відводчика 17 відносно лінії руху голки регулюється переміщенням валу 13, втулки 14 та відводчика 17 після послаблення гвинтів 12 та 15.
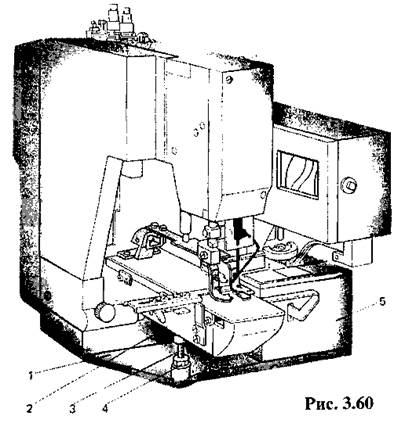
Напівавтомат 1495 класу ПМЗ (рис.3.60),( додаток 16) призначений для пришивання плоских ґудзиків з чотирма отворами щільно до виробу однонитковою строчкою з ланцюжковим переплетенням. Ґудзик пришивається за 20 проколів голки. Напівавтомат складається із головки 2 та бункерної приставки 5, жорстко закріплених на плиті 1. Бункерна приставка 5 служить для орієнтації ґудзика, подачі його в зазор між лапками гудзикотримача та виштовхування пришитого ґудзика. В якості головки використана машина-напівавтомат 1095 класу (рис. 3.57), в якій змінена конструкція включення машини та пристрій підйому гудзикотримача. Пришивання ґудзиків, заправка та регулювання механізмів виконується так само, як в машині-напівавтоматі 1095 класу.
Питання для самопідготовки
1. На які дві групи можна розділити всі ґудзикові напівавтомати за характером переміщення робочих органів можна підрозділити?
2. Яка будова механізму відвідника петель?
3. Перед якою площиною машини повинен сидіти працюючий при виконанні операції на машинах-напівавтоматах?
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.