









Министерство образования и науки Российской Федерации
Государственное образовательное учреждение высшего
профессионального образования
«Волгоградский государственный технический университет»
Кафедра «Металлорежущие станки и инструменты»
И.Г. Ткаченко, Г.Г. Скребнев
ФРЕЗЕРОВАНИЕ ЗУБЬЕВ ПРЯМОЗУБЫХ ЗУБОРЕЗНЫХ ДОЛБЯКОВ
Методические указания к лабораторной работе №4
РПК «Политехник»
Волгоград
2007
УДК 621.990
Фрезерование зубьев прямозубых зуборезных долбяков: Методические указания / Сост. И. Г. Ткаченко, Г. Г. Скребнев. – Волгоград, ВолгГТУ, 2007.-17 с.
В данных указаниях приведены описание лабораторной установки – зубофрезерного станка и методика настройки его на фрезерование зубьев прямозубого зуборезного долбяка. Даны методические указания по выполнению работы.
Ил. 10. Табл. 1. Библиогр. – 4назв.
Печатается по решению редакционно-издательского совета Волгоградского государственного технического университета.
Рецензент Медведицков С. Н.
Ó Волгоградский
государственный
технический
университет, 2007
1. ЦЕЛЬ РАБОТЫ
1.1. Закрепление теоретического материала по конструктивным и геометрическим элементам зуборезных долбяков.
1.2. Изучение методов нарезания зубьев зуборезных долбяков.
1.3. Получение навыков настройки зубофрезерного станка на фрезерование зубьев прямозубого зуборезного долбяка.
2. СОДЕРЖАНИЕ РАБОТЫ
2.1. Изучить конструктивные элементы прямозубых зуборезных долбяков и методы нарезания их зубьев.
2.2. Настроить зубофрезерный станок мод.5Д32 на нарезание прямозубого долбяка.
2.3. Произвести фрезерование зубьев долбяка.
2.4. Проконтролировать параметры профрезерованных зубьев долбяка.
3. ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Зуборезные долбяки находят широкое применение в производстве цилиндрических зубчатых колес. Зубодолблением нарезаются зубья блочных колес, колес с буртами, зубчатых секторов, колес с внутренними зубьями и др.
Зуборезные долбяки работают по методу обкатки при котором обеспечиваются взаимосвязанные вращения долбяка и нарезаемого колеса, то есть имитируется зубчатое зацепление « долбяк – нарезаемое колесо».
Методы образования зубьев долбяков зависят от типа долбяков и объема производства.
Типы зуборезных долбяков и их применяемость подробно приведены в литературе /1/.
На рис. 3. 1 приведены основные типы зуборезных долбяков.
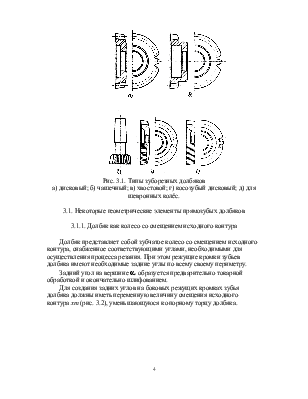
Наиболее сложной операцией обработки зуборезных долбяков является образование зубьев долбяка с обеспечением необходимых передних и задних углов. Причем на формообразование зубьев прямозубых долбяков их тип влияния практически не оказывает.
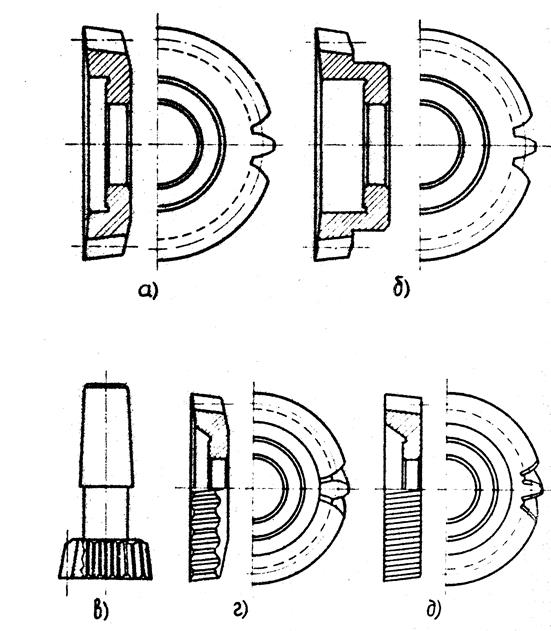
Рис. 3.1. Типы зуборезных долбяков
а) дисковый; б) чашечный; в) хвостовой; г) косозубый дисковый; д) для шевронных колёс.
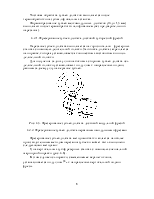
3.1. Некоторые геометрические элементы прямозубых долбяков
3.1.1. Долбяк как колесо со смещением исходного контура
Долбяк представляет собой зубчатое колесо со смещением исходного контура, снабженное соответствующими углами, необходимыми для осуществления процесса резания. При этом режущие кромки зубьев долбяка имеют необходимые задние углы по всему своему периметру.
Задний угол на вершине aа образуется предварительно токарной обработкой и окончательно шлифованием.
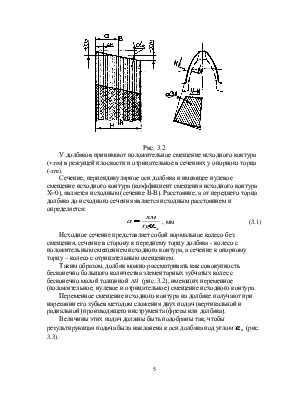
Для создания задних углов на боковых режущих кромках зубья долбяка должны иметь переменную величину смещения исходного контура хm (рис. 3.2), уменьшающуюся к опорному торцу долбяка.
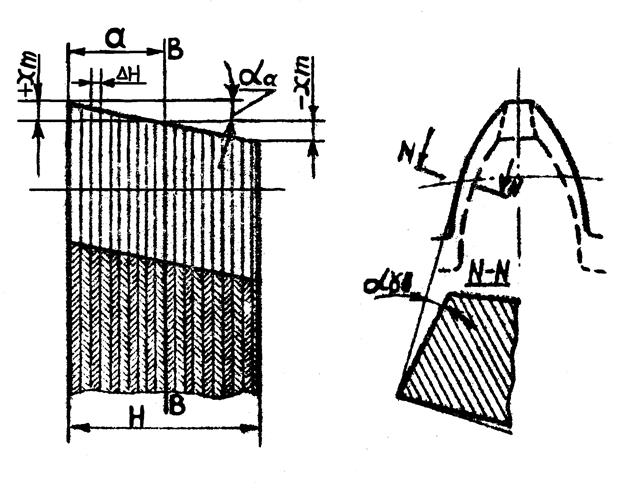
У долбяков принимают положительное смещение исходного контура (+хm) в режущей плоскости и отрицательное в сечениях у опорного торца (-хm).
Сечение, перпендикулярное оси долбяка и имеющее нулевое смещение исходного контура (коэффициент смещения исходного контура Х=0), является исходным (сечение В-В). Расстояние, а от переднего торца долбяка до исходного сечения является исходным расстоянием и определяется:
 , мм (3.1)
, мм (3.1)
Исходное сечение представляет собой нормальное колесо без смещения, сечение в сторону к переднему торцу долбяка - колесо с положительным смещением исходного контура, а сечение к опорному торцу – колесо с отрицательным смещением.
Таким
образом, долбяк можно рассматривать как совокупность бесконечно большого
количества элементарных зубчатых колес с бесконечно малой толщиной ![]() (рис. 3.2), имеющих переменное
(положительное, нулевое и отрицательное) смещение исходного контура.
(рис. 3.2), имеющих переменное
(положительное, нулевое и отрицательное) смещение исходного контура.
Переменное смещение исходного контура на долбяке получают при нарезании его зубьев методом сложения двух подач (вертикальной и радиальной) производящего инструмента (фрезы или долбяка).
Величины
этих подач должны быть подобраны так, чтобы результирующая подача была наклонена
к оси долбяка под углом ![]() (рис. 3.3).
(рис. 3.3).
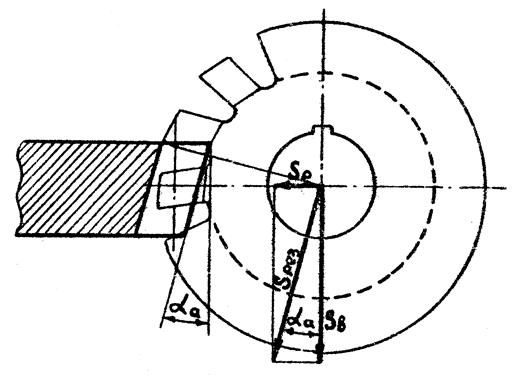
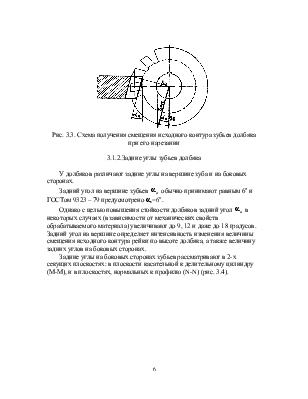
Рис. 3.3. Схема получения смещения исходного контура зубьев долбяка при его нарезании
3.1.2.Задние углы зубьев долбяка
У долбяков различают задние углы на вершине зуба и на боковых сторонах.
Задний
угол на вершине зубьев ![]() обычно принимают равным 6o
и ГОСТом 9323 – 79 предусмотрено aа=6°.
обычно принимают равным 6o
и ГОСТом 9323 – 79 предусмотрено aа=6°.
Однако
с целью повышения стойкости долбяков задний угол ![]() в некоторых
случаях (в зависимости от механических свойств обрабатываемого материала)
увеличивают до 9, 12 и даже до 18 градусов. Задний угол на вершине определяет
интенсивность изменения величины смещения исходного контура рейки по высоте
долбяка, а также величину задних углов на боковых сторонах.
в некоторых
случаях (в зависимости от механических свойств обрабатываемого материала)
увеличивают до 9, 12 и даже до 18 градусов. Задний угол на вершине определяет
интенсивность изменения величины смещения исходного контура рейки по высоте
долбяка, а также величину задних углов на боковых сторонах.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.