3 Припуски на обработку
Обработка детали осуществляется в двух шпинделях станка, что не требует переустановки.
В противошпинделе обрабатываются (подготавливаются) черновые базы (поверхности). В главном шпинделе происходит обработка наружных внутренних поверхностей, торцов.
Последовательность обработки:
а) в противошпинделе:
- подрезка торца;
- точение наружной поверхности;
- растачивание внутреннего отверстия;
- обработка шпоночного паза.
Размеры припусков на данный этап обработки показаны на рисунке 2.
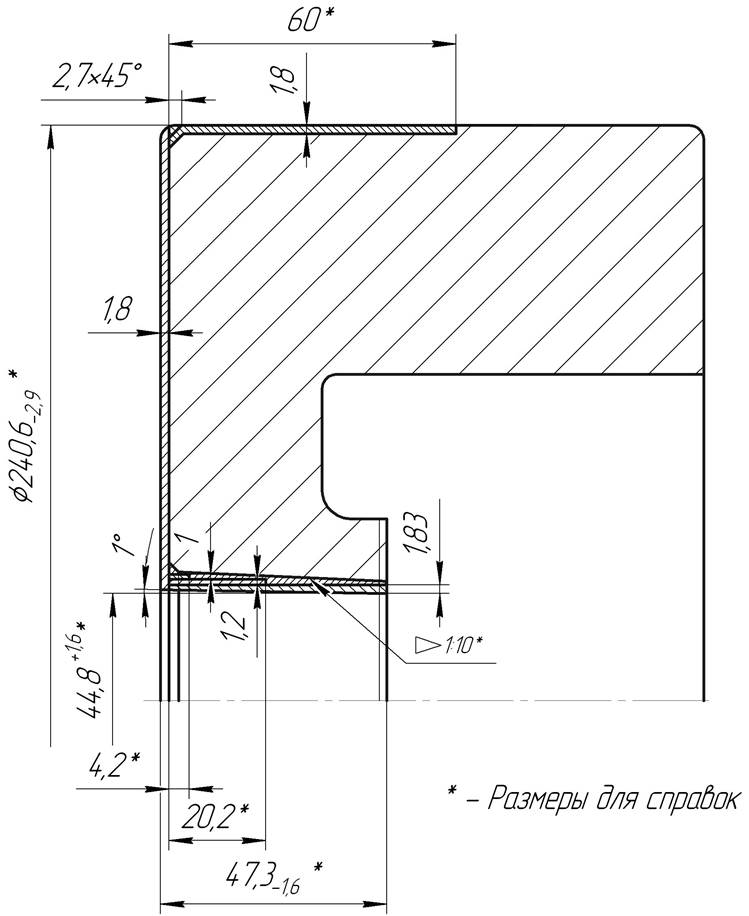
Рисунок 2 – Припуски на обработку в противошпинделе
б) в главном шпинделе:
- подрезка наружного торца;
- черновое точение всех участков наружной поверхности;
- чистовое точение крайнего участка наружной поверхности;
- подрезка внутреннего торца;
- растачивание внутренних поверхностей;
- прорезание канавки;
- нарезание шлицев на внутренней поверхности.
Размеры припусков на данный этап обработки показаны на рисунке 3.
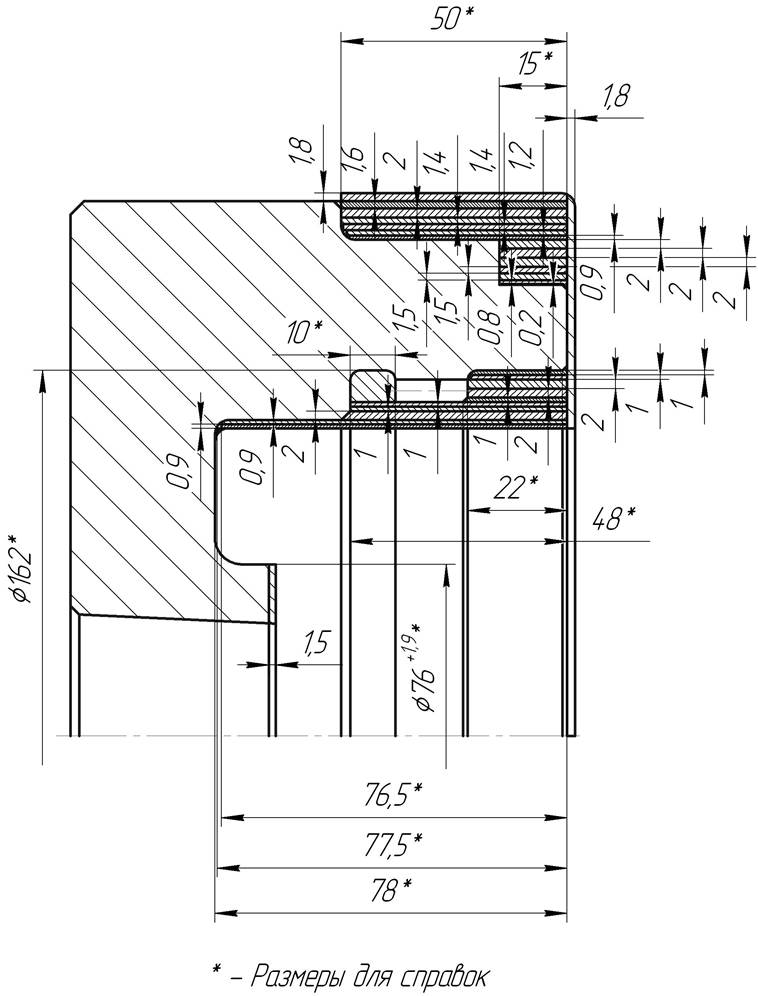
Рисунок 3 – Припуски на обработку в главном шпинделе
4 Технологический процесс изготовления детали
005 Токарная с ЧПУ
1.Установить заготовку в противошпиндель (в трехкулачковый патрон).
2. Подрезать торец в размер 111,8-1,4 мм (s = 0,55 мм/об, V = 40,54 м/мин, n = 71,7 об/мин).
3. Точить наружную поверхность в размер 237-1,15 мм, выдерживая длину 60 мм, снять фаску 3×45° в 2 прохода (s = 1,2 мм/об, V = 96,4 м/мин, n = 127,6 об/мин).
4. Точить внутреннюю конусную поверхность в размер 53,8+0,19 мм на длине 47,3 мм в 4 прохода, выдерживая конусность 1:10, снять фаску 2×45° (s = 0,35 мм/об, V = 171,7 м/мин, n = 863,4 об/мин).
010 Токарная с ЧПУ
Прорезать шпоночный паз шириной 16 мм, выдерживая размер 53+0,3 мм и конусность 1:10 на длине 60 мм.
015 Токарная с ЧПУ
1. Перемещение заготовки в главный шпиндель
2. Подрезать торец в размер 100-0,87 мм (s = 0,55 мм/об, V = 40,54 м/мин, n = 71,7 об/мин).
3. Точить наружную поверхность в размеры 220-1,15 мм на длине 45 мм и 202-0,46 мм на длине 15 мм начерно, снять фаску 1,6×45°, сделать скругление R3 мм (для диаметра 220 мм: s = 1,3 мм/об, V = 104,3 м/мин, n = 138,4 об/мин; для диаметра 202 мм: s = 1,1 мм/об, V = 128,2 м/мин, n = 194,4 об/мин).
4. Точить наружную
поверхность в размер 200![]() мм, выдерживая длину 15
мм начисто, снять фаску 1×45° (s
= 0,12 мм/об, V = 335,6 м/мин, n
= 534,4 об/мин).
мм, выдерживая длину 15
мм начисто, снять фаску 1×45° (s
= 0,12 мм/об, V = 335,6 м/мин, n
= 534,4 об/мин).
5. Подрезать внутренний торец в размер 44-0,62 мм (s = 0,55 мм/об, V = 40,54 м/мин, n = 160 об/мин).
6. Расточить внутреннюю поверхность в размер 140+1 мм на длине 30 мм, в размер 148+0,63 мм на длине 48 мм, в размер 162+1 мм на длине 22 мм, снять 2 фаски 1×45°, фаску 2×45°, сделать скругления R3 и R2 мм (s = 0,4 мм/об, V = 167,2 м/мин, n = 355 об/мин).
7. Проточить канавку шириной 10 мм с закруглениями R2 мм, выдерживая размеры 162+2,5 мм и 48 мм (s = 0,5 мм/об, V = 45,8 м/мин, n = 97,2 об/мин).
020 Токарная с ЧПУ
Прорезать шлицы с модулем 2,25 мм, числом зубьев 68 на поверхности диаметром 148 мм.
5 Применяемый режущий инструмент
Таблица 3
|
Операция |
Переход |
Режущий инструмент |
|
005 |
2, 3 |
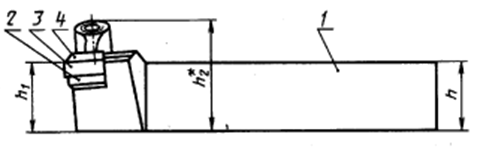
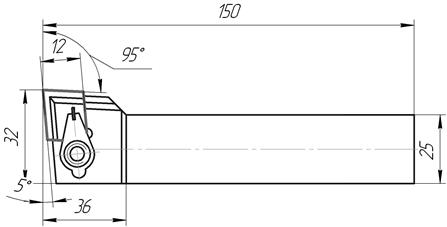
Резец контурный (левый) 2100-2182 ВК6 ГОСТ 26611-85 Вид спереди (повернуто)
h=25 мм; b = 25 мм 1 – державка; 2 – опорная пластина; 3 – режущая пластина; 4 – стружколом; 5 – винт по ГОСТ 17475-80 |
Продолжение таблицы 3
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.