|
А.Т. Нарожных, Г.Г. Скребнев, Д.В. Соколов |
|
Проектирование протяжек |
|
Учебное пособие |
Министерство образования и науки Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Волгоградский государственный технический университет»
Волгоград 2011
ОБЩАЯ СХЕМА РАСЧЕТА ПРОТЯЖЕК
В данном пособии излагаются вопросы проектирования простых протяжек с одинарной схемой срезания слоев. Методика проектирования комбинированных протяжек, протяжек с групповой схемой срезания слоев приводится в специальной литературе. Исходные данные для расчета:
1) форма и размеры отверстия до и после протягивания;
2) физико-механические свойства обрабатываемого материала;
3) паспортные данные станка, на котором будет применяться проектируемая протяжка;
4)вид смазочно-охлаждающей жидкости.
Расчет ведется по следующей схеме.
1. Определение припуска под протягивание
1.1 При протягивании цилиндрических отверстий величина припуска на диаметр определяется по табл. 1.
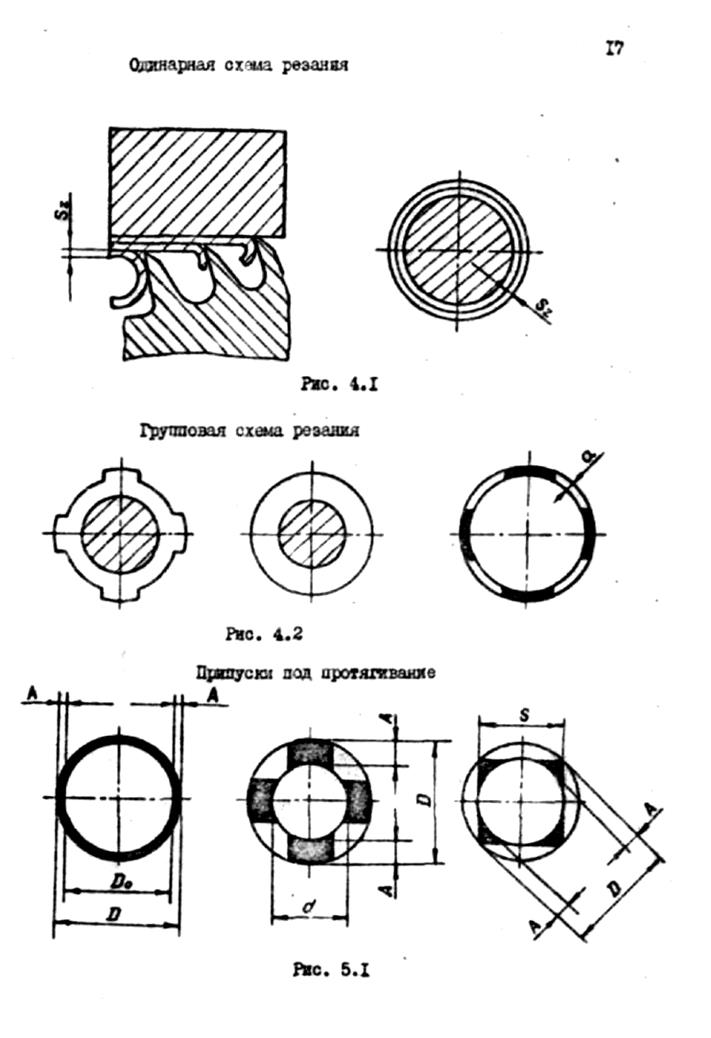
1.2. При проектировании шлицевых протяжек припуск на диаметр определяется по формуле (рис.5.1)
![]() (1)
(1)
где Dmax-наибольший внешний диаметр;
dmin - наименьший внутренний диаметр.
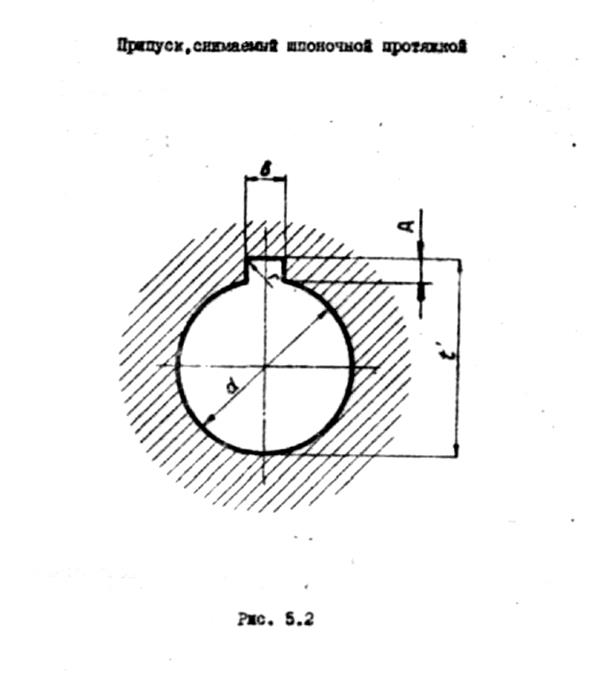
1.3.Величина припуска, снимаемого шпоночными протяжками,
равна (рис.5.2).
![]() (2)
(2)
где ![]() - наибольший размер
паза под шпонку;
- наибольший размер
паза под шпонку;
dmin - наименьший диаметр отверстия;
bmax - наибольшая ширина шпоночного паза.
1.4.При протягивании гранных отверстий (квадратных, шестигранных и т.п.) величина припуска на диаметр определяется по формуле (рис.5.1)
Ao=Dmax-Smin (3)
Dmax-наибольший диаметр описанной окружности;
|
|
Smin- наименьшие расстояние между гранями.
2. Назначение материала протяжки
При выборе материала для изготовления протяжек следует руководствоваться следующим:
1) протяжки должны иметь высокую стойкость;
2) после термической обработки протяжки должны иметь наименьшую деформацию.
С целью экономии инструментального материала протяжки диаметром свыше 15 мм рекомендуется изготовлять составными. Для хвостовика чаще всего применяют сталь 40X. В качестве материала для изготовления режущей части протяжки в условиях мелкосерийного производства используется сталь марки ХВГ. В условиях массового производства режущая часть протяжки при обработке конструкционных сталей изготавливается из быстрорежущих сталей Р12, P6M5. При обработке труднообрабатываемых материалов применяют протяжки, режущая часть которых изготовлена из быстрорежущих сталей Р9М4К8Ф, P6M5, P6M3.
|
|
3. Выбор величины подъема ила подачи на зуб
Величина подъема на зуб выбирается по таблице 2 в зависимости от типа протяжки и обрабатываемого материала. Назначая подъем на зуб, необходимо учитывать, что меньше толщины стружки способствуют снижению шероховатости обработанной поверхности, требуют меньших усилий.
При выборе больших величин Sz протяжки получаются более короткими, но требуют больших протяжных усилий и испытывают большие напряжения. Для протяжек, работающих по одинарной схеме резания, следует избегать величин Sz , превышающих 0,15 мм при протягивании стали и превышающих 0,2 мм при протягивании чугуна, т.к. при этом резко возрастает износ зубьев протяжки и ухудшается качество обработанной поверхности. В то же время очень тонкие стружки, толщиной менее 0,015 мм, требуют частой переточки протяжек
При проектировании круглых, шлицевых, шпоночных и некоторых других видов протяжек подъем на зуб принимается одинаковым для всех режущих зубьев, за исключением нескольких последних зубьев (от двух до пяти), на которых подача на зуб постепенно уменьшается. Эти зубья называются переходными или защищающими. Они необходимы для получения требуемой шероховатости обработанной поверхности и плавности падения нагрузки при протягивании. Подача на зуб на последнем переходном (последнем режущем) зубе должна быть равной 0,01...0,02 мм.
При протягивании гранных отверстий по мере входа протяжки в обрабатываемую деталь ширина стружки уменьшается, и усилие резания падает. Поэтому с целью равномерной загрузки станка и уменьшения длины протяжки подъем на зуб на последующих зубьях рекомендуется увеличивать по сравнению с первыми зубьями. При практических расчетах поступают следующим образом. Все режущие зубья разбивают на ступени. Для каждой ступени устанавливается свой подъем на зуб, но в пределах одной ступени величина его остается постоянной.
Величина подъема на зуб и количество зубьев в ступенях для квадратных протяжек приведены в таблице 3, а для шестигранных протяжек – таблице 4.
4. Определение высоты режущих зубьев из условия свободного размещения стружки во впадине
При протягивании стружка не имеет свободного выхода и поэтому она должна свободно размещаться в канавке между зубьями. Исходя из этого условия, высота режущих зубьев определяется по формуле
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.