

















МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
Волжский политехнический институт (филиал)
государственного образовательного учреждения высшего
профессионального образования «волгоградский
государственный технический университет»
КАФЕДРА «ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ»
М.В. Даниленко
ПроектИРОВАНИЕ ПРОИЗВОДСТВЕННОГО участка
Методические указания для ОргСРС

Волгоград
2011
УДК 621.99
Рецензент
канд. техн. наук, доцент А.В. Авилов
Издается по решению редакционно – издательского совета
Волгоградского государственного технического университета
Проектирование производственного участка: метод. указания для ОргСРС / сост. М. В. Даниленко; ВПИ (филиал) ВолгГТУ. – Волгоград, 2011. – 22 с.
Приведена методика и основные зависимости, используемые при проектировании участка механической обработки современного машиностроительного производства. Предназначены для студентов высших учебных заведений, обучающихся по направлению подготовки дипломированных специалистов «Конструкторско – технологическое обеспечение машиностроительных производств».
Ó Волгоградский государственный
технический университет, 2011
Ó Волжский политехнический
институт, 2011
Цель работы
Ознакомиться с основными принципами проектирования машиностроительных заводов и цехов и практически освоить методику проектирования участка механической обработки.
СОДЕРЖАНИЕ РАБОТЫ
1. Анализ исходных данных.
1.1. Задание.
1.2. Служебное назначение детали.
1.3. Анализ материала детали.
1.4. Анализ точности отдельных поверхностей изделия и возможные варианты технологических маршрутов для обеспечения заданной точности.
2. Проектирование заготовки.
2.1. Технико-экономическое обоснование выбора заготовки.
2.2. Определение припуска на механическую обработку.
2.3. Определение массы детали и заготовки.
2.4. Разработка чертежа заготовки.
3. Определение типа производства и такта выпуска.
4. Разработка маршрута обработки и выбор оборудования.
5. Расчет режимов резания и основного времени выполнения станочных операций.
6. Техническое нормирование станочных операций.
7. Определение потребного количества основного технологического оборудования.
8. Определение состава работающих на участке.
8.1. Определение количества производственных рабочих.
8.2. Определение количества вспомогательных рабочих.
9. Разработка планировки участка.
9.1. Выбор и обоснование транспортной системы, и определение потребного количества транспортных средств.
9.2. Обоснование метода уборки стружки.
9.3. Определение потребности в энергии основных видов.
9.4. Выбор и обоснование сетки колонн, разработка планировки цеха, участка и компоновки цеха.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ
РАЗДЕЛОВ РАБОТЫ
В соответствии с заданием на работу вычерчивается эскиз детали с простановкой размеров, допусков и шероховатости. Определяется тип производства, выбирается процесс, метод и способ изготовления заготовки. Вычерчивается в масштабе рабочий чертеж заготовки. Подсчитываются и проставляются размеры, допуски, шероховатость и назначаются технические требования. Разрабатывается маршрутный и операционный технологические процессы.
Таблица 1
Таблица для предварительного определения типа производства
|
Тип производства |
Число обрабатываемых деталей одного типоразмера в год, шт. |
||
|
Тяжелых (массой свыше 100 кг) |
Средних (массой 10 ‑ 100 кг) |
Легких (массой до 10 кг) |
|
|
Единичное |
До 5 |
До 10 |
До 100 |
|
Мелкосерийное |
5 ‑ 100 |
10 ‑ 200 |
100 ‑ 500 |
|
Среднесерийное |
100 ‑ 300 |
200 ‑ 500 |
500 ‑ 5000 |
|
Крупносерийное |
300 ‑ 1000 |
500 ‑ 5000 |
5000 ‑ 50000 |
|
Массовое |
Свыше 1000 |
Свыше 5000 |
Свыше 50000 |
Одной из основных характеристик типа производства, является коэффициент закрепления операций:
 , (1)
, (1)
где N - число деталеопераций, выполняемых на участке за месяц;
np - число рабочих мест на участке.
Таблица 2
Средние коэффициенты закрепления операций
|
Тип производства |
Коэффициент закрепления операций |
Единичное |
Свыше 40 |
|
Мелкосерийное |
21…40 |
Среднесерийное |
11…20 |
|
Крупносерийное |
1…10 |
|
Массовое |
1 |
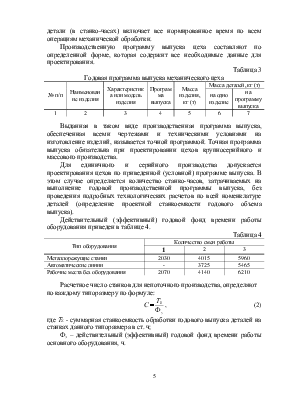
Исходными материалами при определении количества необходимого технологического оборудования являются производственная программа, действительный фонд времени работы оборудования и станкоемкость обработки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.