ЛАБОРАТОРНАЯ РАБОТА № 2
Наименование работы:
Наладка токарно-винторезного станка
Цель работы:
1. Изучение устройства и управления
2. Наладка станка на нарезание 2-3-х заходной резьбы, обработка детали и проверка профиля резьбы
3. Наладка станка на обработку конуса двумя способами и обработка конических деталей.
Оборудование и инструмент:
1. Современный универсальный токарно-винторезный станок.
2. Набор сменных зубчатых колес к гитаре резьбы этого токарного станка.
3. Трехкулачковый самоцентрующий патрон.
4. Комплект необходимых гаечных ключей.
5. Проходные и резьбовые резцы.
6. Заготовки, подлежащие обработке.
7. Штангенциркуль, универсальный угломер, индикатор в стойке, лекальная скалка для сведения центров.
8. Кинематическая схема станка.
Порядок проведения работы:
Часть 1.
1. Внимательно изучить описание станка
2. Изучить чертеж изделия и исходные данные задания
3. По таблице 1 определить число черновых и чистовых проходов, по таблице 2 скорость резания
4. По скорости Vтабл. и диаметру обрабатываемой резьбы рассчитать требуемое для работы число оборотов шпинделя прасч
5. По паспорту станка определить nфакт
6. Зная nфакт и диаметр нарезаемой резьбы определить фактическую скорость резания Vф
7. По данному заданию произвести нарезание резьбы
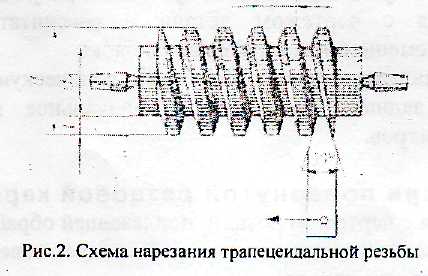
Часть 2.Обработка конуса при сдвинутом корпусе задней бабки.
1. Ознакомиться с чертежом детали и рассчитать величину требуемого поперечного смещения корпуса задней бабки
2. Произвести наладку станка и обработать коническую поверхность
3. Установить заднюю бабку и первоначальное положение и проверить соосность центров.
Часть 3. Обработка при повернутой резцовой каретки
1. Ознакомиться с чертежом детали, подлежащей обработке
2. Определить величину угла, на который следует повернуть резцовую каретку и длину образующей конуса
Часть 4. Нарезание многозаходной резьбы
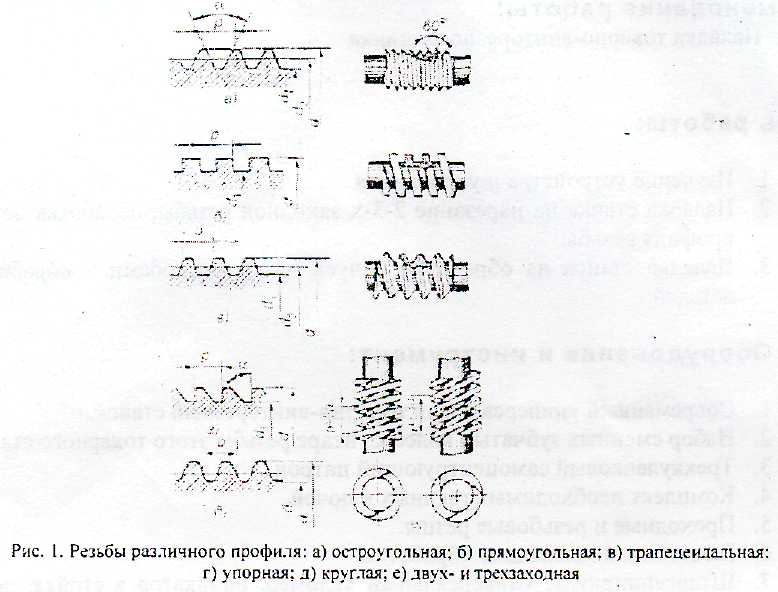
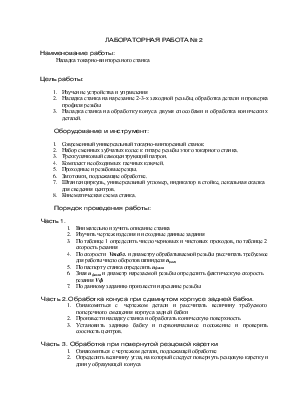
У многозаходной резьбы расстояние, измеренное вдоль оси, между одноименными точками одного и того же витка, называется ходом резьбы. У однозаходной резьбы шаг Рр и L одинаковы, у многозаходный - различны. Ход резьбы всегда равен шагу, умноженному на число заходов, т.е. L= Pp* h. Нарезание многозаходной резьбы любого профиля начинает с нарезания однозаходной резьбы с шагом равным длине хода L. Нарезав первый заход на полный профиль, отводят резец от заготовки и, сообщая ходовому винту обратный ход, возвращают суппорт в начальное положение. Затем при неподвижном ходовом винте поворачивают деталь для двухзаходной резьбы на 1/2 оборота, при многозаходной на 1/3 оборота, или в общем случае для многозаходной резьбы на 1/к оборота. После этого нарезают второй заход резьбы и т.д. Деление многозаходной резьбы на заходы значительно облегчается при применении специальных делительных устройств и поводковых делительных планшайб.
Наиболее простым и быстрым способом деления при нарезании многозаходных резьб является деление по шагу. После нарезания первого заходы резец перемещают в продольном направлении на величину L/K при помощи винта верхних салазок суппорта. Отсчет продольного перемещения резца ведут при этом по лимбу винта верхних салазок.
Часть 5. Точение конусов
Точение конусов на токарных станках производят:
- поперечным смещением центра задней бабки,
- одновременным включением двух движений подач,
- поворотом средней части суппорта,
- с помощью конусной или копирной линейки,
- с помощью широкого резца
Способ точения конусов смещением задней бабки применяют при точении пологих конусов на деталях, закрепленных в центрах. Необходимая величина смещения задней бабки h= Lsina
Точение конусов поворотом верхней части суппорта применяют при обработке наружных и внутренних конусов небольшой длины. В этом случае каретку суппорта поворачивают на угол, равный половине угла при вершине конуса и сообщают ей ручное либо механическое перемещение.


где, а - угол наклона конуса
где, D и d -диаметры большого и меньшего оснований конуса
ОТЧЕТ О ЛАБОРАТОРНОЙ РАБОТЕ №2 Задание 1. НАРЕЗАНИЕ МНОГОЗАХОДНОЙ РЕЗЬБЫ
1. Произвести настройку станка на нарезание 2-х заходной резьбы:
а) определить число черновых и чистовых проходов (Приложение 1, табл.1)
б) определить скорость резания (Приложение 1, табл.2)
в) рассчитать число оборотов шпинделя при нарезании резьбы и скорректировать по паспорту станка для черновых и чистовых проходов:
![]()
![]()
г) рассчитать фактическую скорость резания:
2. Составить таблицу:
|
Шаг резьбы в мм |
Материал |
Число проходов |
Скорость резания |
Скорость резания Vтабл., м/мин |
Число оборотов прасч. , мин-1 |
Число оборотов по паспорту Пфакт. ,мин-1 |
|||||
|
черн. |
чист. |
черн. |
чист. |
черн. |
чист. |
черн. |
чист. |
черн. |
чист. |
||
D=
Задание 2. ТОЧЕНИЕ КОНУСОВ СПОСОБОМ СМЕЩЕНИЯ ЦЕНТРА ЗАДНЕЙ БАБКИ
1. Определить величину смещения центра задней бабки и проверить возможность обработки.
2. Составить таблицу (недостающие данные взять из приложения 2)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.