Особенности технологии «полусухого» анода.
Введение.
При работе на технологии «полусухого» анода содержание пека в анодной массе должно быть настолько низким, чтобы на поверхности анода в период:
n между перестановками штырей находились не расплавленные брикеты и коксо-пековая композиция (КПК) оценивалась от 3,1 до 3,5 балла (при АПГ от 3,3 до 3,7 балла);
n перестановки штырей верхняя зона КПК анода должна быть текучей, обеспечивать качественное заполнение лунки при перестановке штырей и оценивалась от 4,0 до 4,5 баллов.
Основные требования к КПК перед перестановкой штырей:
1. Не должно быть избыточного пека на поверхности анода (состояние КПК около 5 баллов).
2. Однородность массы по высоте КПК и площади анода.
3. Достаточное количество пека в массе для утопления частиц кокса при достижении ее зоны конуса спекания.
4. Проникновение пека в трещины лунки в с коксовавшейся углеродистой части анода и их заживление.
5. наличие пековой пленки на границе «углеродистое тело - стенка анодного кожуха».
Критерием оценки уровня технологии является баланс пека в аноде (среднее содержание пека в аноде), который определяет границу между сухим и жирным ее состоянием. Для технологии полусухого анода он составляет около 29,0 %. Поддержание его в заданном диапазоне требует повышенного внимания и пунктуальности при выполнении всех операций по его обслуживанию.
Баланс пека в аноде.
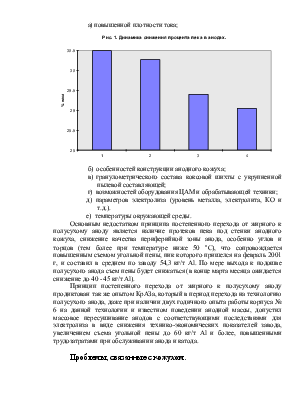
На рис. 1 представлена динамика снижения процента пека в анодах БрАЗа за период с декабря 2000 г по март 2001. Постепенное снижение содержания связующего продиктовано необходимостью:
1. Обучения обслуживающего персонала приемам обслуживания анодов (загрузки анодной массы по типу, объему, «адресности», качественной перестановке штырей, прорезке периферии анода с учетом состояния КПК и боковой поверхности анода, отработки навыков оценки анодов и качества КПК).
2. Достижения и отработки оптимальных параметров анода и анодной массы с учетом:
а) повышенной плотности тока;
б) особенностей конструкции анодного кожуха;
в) гранулометрического состава коксовой шихты с укрупненной пылевой составляющей;
г) возможностей оборудования ЦАМ и обрабатывающей техники;
д) параметров электролиза (уровень металла, электролита, КО и т.д.).
е) температуры окружающей среды.
Основным недостатком принципа постепенного перехода от жирного к полусухому аноду является наличие протеков пека под стенки анодного кожуха, снижение качества периферийной зоны анода, особенно углов и торцов (тем более при температуре ниже 50 °С), что сопровождается повышенным съемом угольной пены, пик которого пришелся на февраль 2001 г, и составил в среднем по заводу 54,3 кг/т Al. По мере выхода к подошве полусухого анода съем пены будет снижаться (в конце марта месяца ожидается снижение до 40 - 45 кг/т Al).
Принцип постепенного перехода от жирного к полусухому аноду продиктован так же опытом КрАЗа, который в период перехода на технологию полусухого анода, даже при наличии двух годичного опыта работы корпуса № 6 на данной технологии и известном поведении анодной массы, допустил массовое пересушивание анодов с соответствующими последствиями для электролиза в виде снижения технико-экономических показателей завода, увеличением съема угольной пены до 60 кг/т Al и более, повышенными трудозатратами при обслуживании анода и катода.
Проблемы, связанные с кожухом.
В настоящее время на БрАЗе следующее распределение анодных кожухов:
1. 6-ти контрфорсные и высотой 1370 мм. 16,4 %; с высотой 1410 мм. 31,03 %; с высотой 1510 мм. 4,05 %; с высотой 1610 мм. 6,12 %.
2. 5-ти контрфорсные и высотой 1610 мм.1,11 %; остальные 13,59 %
3. 3-х контрфорсные 26,63 %.
Имеются анодные кожуха без контрфорсные; 2-х контрфорсные; с высотой стенок кожуха до 1800 мм и т.д. (1,07 %).
Как видно, все корпуса оснащены разнотипными анодными кожухами, за исключением корпусов №№ 20 и 25. Анализ показывает, что аноды с большим количеством контрфорсов потребляют большее количество пека, чем кожуха с меньшим количеством контрфорсов, что обусловлено его перетеканием в подконтрфорсную зону. Подготовка анода к перестановке штырей на 6-ти и 5-ти контрфорсных кожухах требует более профессиональных навыков при выборе количества загружаемой жирной анодной массы, времени ее расплавления, доведения КПК до уровня 4 - 4,5 балла и своевременной перестановки штырей, так как задержка с перестановкой штырей сопровождается подсушиванием анодов и уменьшением КПК до 3,7 - 3,9 баллов. Аналогичные процессы происходят при наличии на анодах ребер охлаждения.
Углеродистая настыль и причины ее образования.
Углеродистая настыль - анодная масса, застывшая и прилипшая к верхней части анодного кожуха, ухудшает качество периферийной части анода, связующим и мелкими частичками кокса, в результате периферия более подвержена разрушению с соответствующими отрицательными последствиями для электролиза.
Механизм образования углеродистой настыли следующий: сначала масса нагревается, расплавляется и смачивает стенки кожуха, затем охлаждается. Для прилипания массы к верхней части кожуха важны следующие параметры:
1. температура размягчения пека.
2. содержание пека в массе соприкасающейся со стенкой анодного кожуха
3. температура верха анода и величина ее изменения
4. теплоизоляция кожуха
Анализ показывает, что «прилипание» зависит от вязкости пека, которая в свою очередь определяется температурой его размягчения. С увеличением содержания пека, улучшается смачивание при равной температуре и увеличивается «прилипание» по мере охлаждения массы ниже температуры размягчения пека. Таким образом, чтобы избежать этой проблемы важно укрыть поверхность анода нерасплавленными брикетами («сухой» массой) по периметру кожуха и стремиться избегать слишком больших изменений температуры анода, которая, как известно, в значительной мере зависит от столба анода, падения напряжения в аноде и температуры электролита. Для того чтобы избежать проблемы образования углеродистой настыли, необходимо стремиться к работе с минимальным изменением столба анода (пустоты) в период подготовки штырей к перестановке ( в особенности, это касается холодного времени года). Это в свою очередь требует в период между перестановками штырей состояния КПК на верхнем пределе установленного коридора, т.е. около 3,4 -3,6 балла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.