3. Экономический раздел.
В данном разделе дипломного проекта приведен расчет себестоимости детали вал-шестерня.
3.1 Расчет технологической себестоимости детали вал-шестерня
Общая формула технологической себестоимости
![]()
Где
СМ – затраты на основные материалы и заготовки
СТ – затраты на технологическое топливо
СТЭ - затраты на технологическую энергию
CЗП – заработная плата (основная и дополнительная) производственных рабочих и отчисления
СА – амортизация оборудования
СР – затраты на текущий ремонт оборудования
ССЭ – затраты на силовую энергию
СН –затраты на наладку оборудования
СОСН – затраты на специальную технологическую оснастку
СЗД – затраты на содержание производственных зданий
СПР – прочие цеховые и общезаводские расходы
Для разных технологических процессов состав затрат, включаемых в технологическую себестоимость будет разным. Поэтому в каждом конкретном случае прежде всего должен быть установлен состав статей технологической себестоимости.
В нашем случае формула технологической себестоимости вала-шестерни будет выглядеть так:
![]()
Расчетные формулы для определения технологической себестоимости.
Затраты на основные материалы
![]()
Где
Нм - норма расхода материалов на деталь, кг
Цм – цена за 1 кг материала, руб
Gотм - масса реализуемых отходов, кг
Цотх – цена 1 кг отходов, руб
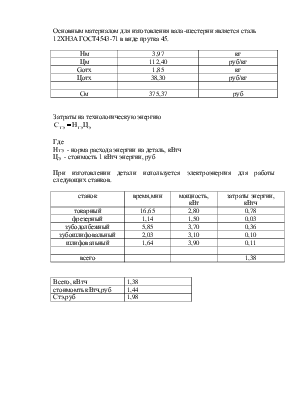
Основным материалом для изготовления вала-шестерни является сталь 12ХН3А ГОСТ4543-71 в виде прутка 45.
|
Нм |
3,97 |
кг |
|
Цм |
112,40 |
руб/кг |
|
Gотх |
1,85 |
кг |
|
Цотх |
38,30 |
руб/кг |
|
См |
375,37 |
руб |
Затраты на технологическую энергию
![]()
Где
НТЭ - норма расхода энергии на деталь, кВтч
ЦЭ - стоимость 1 кВтч энергии, руб
При изготовлении детали используется электроэнергия для работы следующих станков.
|
станок |
время,мин |
мощность, кВт |
затраты энергии, кВтч |
|
токарный |
16,65 |
2,80 |
0,78 |
|
фрезерный |
1,14 |
1,50 |
0,03 |
|
зубодолбежный |
5,85 |
3,70 |
0,36 |
|
зубошлифовальный |
2,03 |
3,10 |
0,10 |
|
шлифовальный |
1,64 |
3,90 |
0,11 |
|
всего |
1,38 |
|
Всего, кВтч |
1,38 |
|
стоимомть кВтч,руб |
1,44 |
|
Стэ,руб |
1,98 |
Заработная плата производственных рабочих с отчислениями.

Где
tшт – штучно-калькуляционное время на деталь, мин
Т – часовая тарифная ставка в зависимости от разряда
Кс, Кп ,Кд- коэффициент учитывающий премию, дополнительную заработную плату и отчисления (для дипломного проекта считаем Кп = 0.2, Кд =0.08) Кс =0.26 - единый социальный налог.
Штучно калькуляционное время на деталь tшт = 25.45 мин, часовая тарифная ставка рабочего многостаночника 6-го разряда 96.3 рублей.
 руб
руб
Амортизация универсального оборудования
Где
Цо - цена применяемого оборудования
1,15 – коэффициент учитывающие доставку и монтаж
НА - норма амортизации
FЭФ – эффективный фонд времени работы оборудования за год, ч
Все используемое оборудование является универсальными металлорежущими станками, эффективный годовой фонд времени работы при двухсменном графике составляет FЭФ =4060ч.
|
станок |
стоимость |
норма амортизации |
амортизация,руб |
|
токарный |
120000,00 |
11,60 |
1,67 |
|
фрезерный |
720000,00 |
7,50 |
6,49 |
|
зубодолбежный |
180000,00 |
11,60 |
2,51 |
|
зубошлифовальный |
97000,00 |
10,30 |
1,20 |
|
шлифовальный |
75000,00 |
10,30 |
0,93 |
|
всего |
12,80 |
Затраты на текущий ремонт универсального оборудования

Где
Сгрм – годовые затраты на ремонт механической части станка на единицу ремонтной сложности, руб
Сгрм – годовые затраты на ремонт электрической части станка на единицу ремонтной сложности, руб
RМ, RЭ – категория ремонтной сложности соответственно механической и электрической части станка
КТ – коэффициент учитывающий тип производства, для мелкосерийного производства КТ = 0.9
|
станок |
СгРМ, руб |
СгРЭ, руб |
RМ |
RЭ |
tШТ |
CP |
|
токарный |
1900,00 |
4,50 |
10,00 |
5,00 |
16,65 |
1,17 |
|
фрезерный |
2500,00 |
5,00 |
38,00 |
59,00 |
1,14 |
0,40 |
|
зубодолбежный |
1900,00 |
4,50 |
14,00 |
4,00 |
5,85 |
0,57 |
|
зубошлифовальный |
1900,00 |
4,50 |
17,00 |
11,00 |
2,03 |
0,24 |
|
шлифовальный |
1900,00 |
4,50 |
6,00 |
5,00 |
1,64 |
0,07 |
|
всего |
2,46 |
Затраты на вспомогательные материалы
Где
СЧМВ – часовый затраты на вспомогательные материалы на единицу ремонтной сложности, руб, в дипломном проектировании принимаем для металлорежущих станков 0,0026 руб/ч
RМ – категория ремонтной сложности механической части оборудования
|
станок |
RМ |
tШТ, мин |
СМВ, руб |
|
токарный |
10,00 |
16,65 |
0,65 |
|
фрезерный |
38,00 |
1,14 |
0,17 |
|
зубодолбежный |
14,00 |
5,85 |
0,32 |
|
зубошлифовальный |
17,00 |
2,03 |
0,13 |
|
шлифовальный |
6,00 |
1,64 |
0,04 |
|
всего |
1,31 |
Затраты на наладку оборудования в мелкосерийном производстве можно принять в размере 5 – 7 % от зарплаты станочника
![]()
Затраты на эксплуатацию режущего инструмента
![]()
Где
СИН – затраты на одну минуту работы режущего инструмента
tИН – время работы данного инструмента, мин
КИН – коэффициент одновременного использования инструмента
|
наименование инструмента |
СМИН |
tИН, мин |
СИН, руб |
|
резец проходной Р6М5 |
0,06 |
8,80 |
0,48 |
|
резец проходной Т15К6 |
0,13 |
3,30 |
0,43 |
|
сверло спиральное |
0,13 |
0,30 |
0,04 |
|
фреза цилиндрическая |
0,16 |
0,44 |
0,07 |
|
долбяк |
0,36 |
2,72 |
0,98 |
|
шлифовальный круг |
0,11 |
3,20 |
0,36 |
|
всего |
2,37 |
Затраты на использование производственных помещений (амортизация, текущий ремонт, содержание). Для металлорежущего оборудования
Где
0,21 – коэффициент полученный на основе статистической выборки
SPM – площадь, занимаемая рабочим местом.
|
станок |
S, м2 |
|
токарный |
6,15 |
|
фрезерный |
19,17 |
|
зубодолбежный |
2,9 |
|
зубошлифовальный |
2,88 |
|
шлифовальный |
2,32 |
|
общая |
33,42 |
![]()
Общая технологическая себестоимость
 Вывод:
технологическая стоимость детали вал- шестерня составляет 473.80 руб.
Вывод:
технологическая стоимость детали вал- шестерня составляет 473.80 руб.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.