Расточная оправка с резцами
I. Задание для проектирования фасонного резца:
Шероховатость после обработки, мкм – Rz=0,63;
припуск на сторону или торец, мм – 0.1;
Размеры деталей: d1=76H6; d2=80H6; d3=86H6 L=120; l=25;
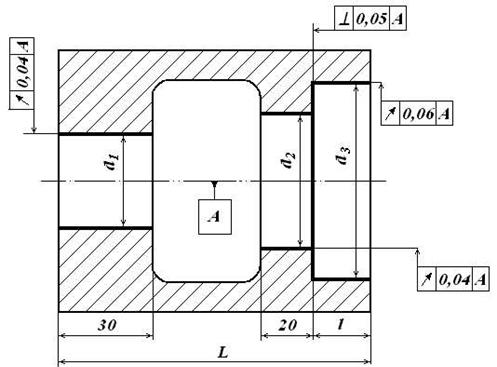 |
Рис.3.1 - Деталь
II. Подбор расточной оправки
Крепление резцов в оправках для точной расточки рекомендуют применять в оправках(Рис.3.2) , предназначенных для растачивания отверстий 2 и 3-го классов точности. Для регулировки использует винт
![]() , имеющий на торце 50 делений, резец можно устанавливать с большой
точностью. Поворот регулировочного винта на одно деление соответствует выдвижению
резца на 0,004мм.
, имеющий на торце 50 делений, резец можно устанавливать с большой
точностью. Поворот регулировочного винта на одно деление соответствует выдвижению
резца на 0,004мм.
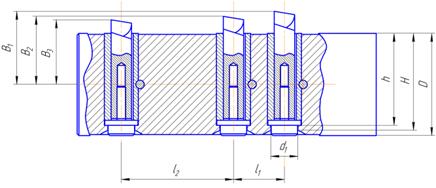
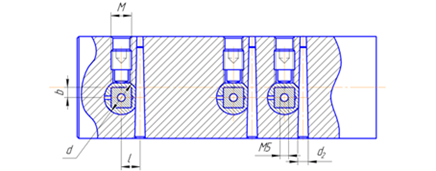
Рис.3.2 - Основные размеры оправки
Основные размеры оправки выбраны из (см.[5],табл.16). Критерием послужили диаметры растачиваемых отверстий, которые лежат в диапазоне 65 – 90 мм.
Сечение резца: 12×12 мм;
D=60мм;
d=20+0.045мм;
h=54мм;
H=57мм;
d1=16мм;
Резьба M12×1.75;
d2=6.2+0.016мм;
l1=30мм;
l2=66мм;
Штифт 6×50 по ГОСТу 3129 – 70 .
Размеры
регулировочных винта подбираем так, чтобы оправка могла регулироваться в
пределах, рассчитанного ниже поля допуска настройки резца, для данного случая
выбираем винт ![]() .
.
Размеры втулок из (см. [5],табл.17) в зависимости от диаметра оправки.
b=6мм;
Ls=30мм;
В1=43мм;
В2=40мм;
В3=43мм;
Для крепления оправки в шпинделе расточного станка применим Конус 50 АТ5 ГОСТ 15945 - 82. Размеры конуса из (см. [5],табл.45).
В оправке применяются резцы по ГОСТу 10043-62.Со вставными пластинками из быстрорежущей стали Р9Ф5 ГОСТ 9373-60. Наименование резца: проходной упорный прямой с углом φ=90° правый. Резец имеет квадратное сечение 12×12 мм; длина резца l1=59мм и l2=61мм; l3=64мм;толщина пластинок с=6мм. (см. [7],табл.17).
III. Расчет на жесткость.
Рассчитываем силу резания Pz:
![]() ;
;
где ![]() t=0.1мм; S=0.05мм/об (режим обработки назначаем из условий
шероховатости обрабатываемого участка детали Rz=0.63); HB=110;
Xp=1; Yp=0.75; Zp=0.55;
t=0.1мм; S=0.05мм/об (режим обработки назначаем из условий
шероховатости обрабатываемого участка детали Rz=0.63); HB=110;
Xp=1; Yp=0.75; Zp=0.55;
(см. справочник Косиловой)
![]()
Эта сила действует на
последние 2 резца, так как 3 резец еще стачивает торец, то на него действует
другая нагрузка, для ее расчета основные исходные данные: ![]() t=3мм; S=0.05мм/об (режим обработки назначаем из условий
шероховатости обрабатываемого участка детали Rz=0.63);
t=3мм; S=0.05мм/об (режим обработки назначаем из условий
шероховатости обрабатываемого участка детали Rz=0.63);
HB=110; Xp=1.2; Yp=0.65; Zp=1.1;
![]()
Суммарная нагрузка, влияющая на изгиб оправки:

Расчет максимально возможного прогиба оправки:
где f - стрела прогиба оправки;
E =![]() МПа – модуль упругости оправки
МПа – модуль упругости оправки
![]()
l=0.168 м – вылет оправки;

Так как данная величина прогиба лежит в пределах поля допуска на изготавливаемую деталь, следовательно жесткость данной оправки(диаметром 60мм) удовлетворяет условиям жесткости.
IV. Определение диаметров настроенной оправки на расточку с их допусками.
1. Для диаметра 86 Н6:
Определяем величину
разбивки (![]() ) обрабатываемого отверстия и допуск на износ (
) обрабатываемого отверстия и допуск на износ ( ![]() ) режущего инструмента в процессе его эксплуатации
) режущего инструмента в процессе его эксплуатации
![]()
![]()
где ![]() – допуск на обрабатываемое отверстие;
– допуск на обрабатываемое отверстие;
Определяем предельные отклонения поля допуска настройки резца (см. рис 3.3):
![]()
![]()
Наиболее подходящее поле
допуска ![]()
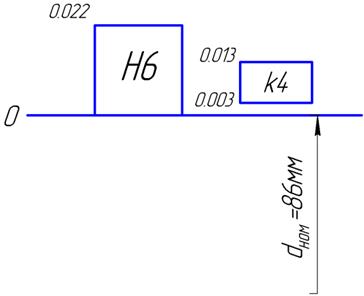 |
Рисунок 3.3 - Схема полей допусков настройки оправки
2. Для диаметра 80 Н6:
Определяем величину
разбивки (![]() ) обрабатываемого отверстия и допуск на износ (
) обрабатываемого отверстия и допуск на износ ( ![]() ) режущего инструмента в процессе его эксплуатации
) режущего инструмента в процессе его эксплуатации
![]()
![]()
где ![]() – допуск на обрабатываемое отверстие;
– допуск на обрабатываемое отверстие;
Определяем предельные отклонения поля допуска настройки резца (см. рис 3.4):
![]()
![]()
Наиболее подходящее поле
допуска ![]()
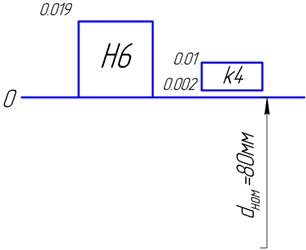 |
Рисунок 3.4 - Схема полей допусков настройки оправки
3. Для диаметра 76 Н6:
Определяем величину
разбивки (![]() ) обрабатываемого отверстия и допуск на износ (
) обрабатываемого отверстия и допуск на износ ( ![]() ) режущего инструмента в процессе его эксплуатации
) режущего инструмента в процессе его эксплуатации
![]()
![]()
где ![]() – допуск на обрабатываемое отверстие;
– допуск на обрабатываемое отверстие;
Определяем предельные отклонения поля допуска настройки резца (см. рис 3.5):
![]()
![]()
Наиболее подходящее поле
допуска ![]()
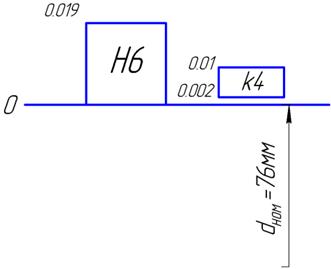 |
Рисунок 3.5 - Схема полей допусков настройки оправки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.