Министерство образования и науки РФ
Бийский технологический институт (филиал)
федерального государственного образовательного учреждения
высшего профессионального образования
"Алтайский государственный технический университет
им. И.И. Ползунова"
Кафедра МРСиИ
Курсовая работа по дисциплине
«Автоматизация производственных процессов»
тема: Проектирование станочного приспособления
«Двухшпиндельная сверлильная головка»
Выполнил: студент гр. ТМ-81 Рубцов С. О. Проверил: Ромашев А.Н.
Бийск 2013
Содержание
1. Задание на проектирование 3
2. Описание конструкции приспособления …………………….…………..3
3. Описание принципа действия приспособления 6
4. Расчет многошпиндельной сверлильной головки ………………………6
4.1. Выбор элементов режима резания для каждого режущего инструмента головки с учетом их стойкости. 7
4.2. Определение осевой силы, подачи, крутящих моментов и требуемой мощности головки. 8
4.3. Определение величины передаточных чисел 9
4.4. Определение величины подачи шпинделя станка. 9
4.5. Определение суммарного усилия подачи головки. 9
4.6. Расчет шпинделей, зубчатых колес, валиков головки. 10
4.7. Проверочный расчет на прочность. .12
Заключение ……………………………………………………….. …….....13
Список литературы ………………………………………………………….14
Необходимо спроектировать двухшпиндельную головку для обработки двух отверстий М8.
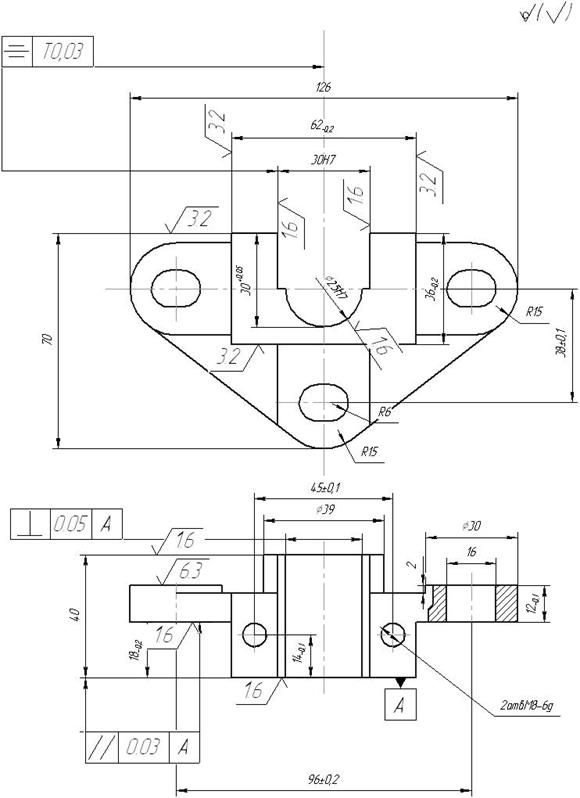
Рисунок 1 – Чертеж детали
2. Описание конструкции приспособления
Многошпиндельные сверлильные головки применяют при одновременной обработке (сверлении, зенкеровании, развертывании, нарезании резьбы) нескольких отверстий в одной детали или для последовательной позиционной обработки отверстий в нескольких деталях одновременно на агрегатном или сверлильном станках. На каждую позицию круглого стола агрегатного станка закрепляют приспособления, в которых устанавливают и зажимают обрабатываемые детали. Каждая позиция круглого стола агрегатного станка при повороте стола проходит загрузочно-разгрузочную зону, в которой из приспособления обработанную деталь снимают и в него ставят следующую деталь. В это время производится соответствующая обработка отверстий в деталях.
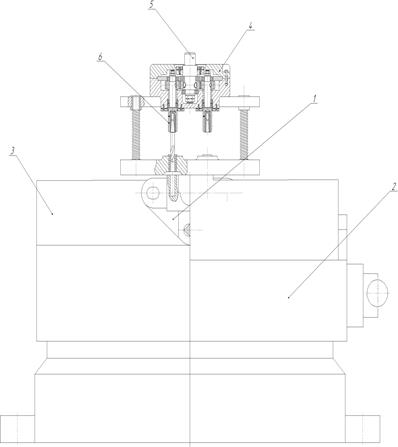
На рисунке 2 показана двухшпиндельная сверлильная головка.
Шпиндель станка вращает ведущий валик 2 с зубчатым колесом 4, которое через зубчатое колеса 3 передает вращение одновременно двум рабочим шпинделям 5. Ведущий валик и рабочие шпиндели с зубчатыми колесами установлены на двух шарикоподшипниковых опорах. Зубчатые колеса на ведущем валике и рабочих шпинделях установлены по посадке с натягом и удерживаются от проворота шпонками. Для удобства сборки в головке имеется промежуточный диск 1, в отверстия которого установлены шарикоподшипниковые опоры шпинделей. Диск является центрирующей
Деталью при соединении нижней и верхней частей корпуса головки.
Рисунок 2 – Двухшпиндельная сверлильная головка
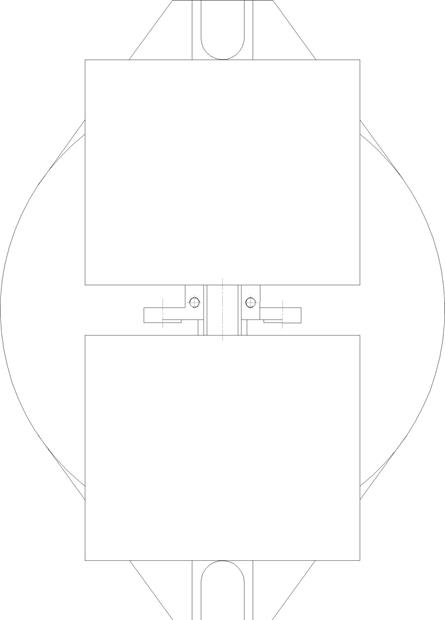
Заготовка 1 устанавливается и
базируется в тисках 4 и закрепляется подвижными губками 3 тисков.
Тиски 2 крепятся на столе сверлильного станка. Двухшпиндельная головка 4
центрируется и крепится с помощью переходного фланца шпинделя сверлильного
станка.
Шпиндель станка приводит во вращение ведущий вал 5 двухшпиндельной головки;
через зубчатое зацепление вращение передается на рабочие шпиндели 6 головки.
Осуществляется одновременное сверление двух отверстий в заготовке.
|
4. Расчет многошпиндельной сверлильной головки
Обработку отверстий будем производить на универсальном вертикально-сверлильном станке модели 2Н135.
Основные параметры станка:
Наибольший условный диаметр сверления, мм - 35;
Размеры рабочей поверхности стола, мм - 450×500;
Расстояние от торца шпинделя до поверхности стола, мм - 30 – 750;
Расстояние от торца шпинделя до поверхности фундаментной плиты, мм -
700 – 1120;
Расстояние от оси шпинделя до стойки (вылет шпинделя), мм - 300;
Конус отверстия шпинделя - Морзе №4;
Наибольший ход шпинделя, мм - 250;
Наибольшее вертикальное перемещение сверлильной головки, мм – 170;
Количество ступеней оборотов шпинделя – 12;
Число оборотов шпинделя в минуту - 31,5 – 1400;
Количество ступеней подач шпинделя – 9;
Подача шпинделя, мм/об - 0,10 – 1,60;
Наибольшее усилие подачи, кгс - 1500;
Крутящий момент на шпинделе, кгс·см – 4000;
Электродвигатели:
привода главного движения:
мощность, кВт - 4;
число оборотов в минуту – 1460;
привод насоса охлаждения:
мощность, кВт - 0,125;
число оборотов в минуту – 3000 ;
Габарит станка (длина×ширина×высота), мм - 1245×815×2690;
Вес станка, кг – 1350.
Режущий инструмент - сверло спиральное с коническим хвостовиком
2300-6969 ГОСТ 10903-77 с материалом режущей части из быстрорежущей стали Р6М5.
4.1 Выбор элементов режима резания для каждого режущего инструмента головки с учетом их стойкости
1.
При сверлении глубина резания t=0,5![]() D,
D,
где D – диаметр сверла
![]() мм
мм
2.Рекомендуемая подача для спиральных сверл из быстрорежущей стали с учетом
обрабатываемого материала из серого чугуна:
S0=0,18
÷0,27 мм/об. [2, стр. 277]
Выбираем максимально допустимую по прочности сверла подачу (табл. 25), S=0,27мм/об.
Так
как l![]() 3D
= 25
3D
= 25![]() 3×5,8;
25
3×5,8;
25![]() 17,4 не выполняется, то вводим поправочный
коэффициент
17,4 не выполняется, то вводим поправочный
коэффициент
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.