Выбор средств измерения.
При выборе средств измерения участвуют конструкторская, технологическая и метрологическая службы.
Конструкторская служба участвует в выборе средств измерений только правильным назначением допустимых отклонений на размер детали, с учетом установления приемочных границ и возможного количества неверно принятых изделий.
Технологическая служба выбирает конкретное средство измерения, определяет экономичность его применения, количества забракованных изделий.
Метрологическая служба оценивает правильность выбора средств измерения, устанавливает, существуют ли необходимые условия для эксплуатации выбранного средства.
При выборе средств измерений руководствуются следующими принципиальными соображениями: обеспечивается заданная точность, в целях нахождения размеров детали в установленных допуском границах выбранное средство должно обладать высокой производительностью, простотой и не вызывать значимое удорожание продукции.
Указанным критерием удовлетворяют следующие принципы выбора: выбор средств измерения по коэффициенту уточнения, в соответствии информационной теории измерительных устройств. По принципу безошибочного контроля.
В машиностроении наиболее распространен принцип безошибочного контроля.
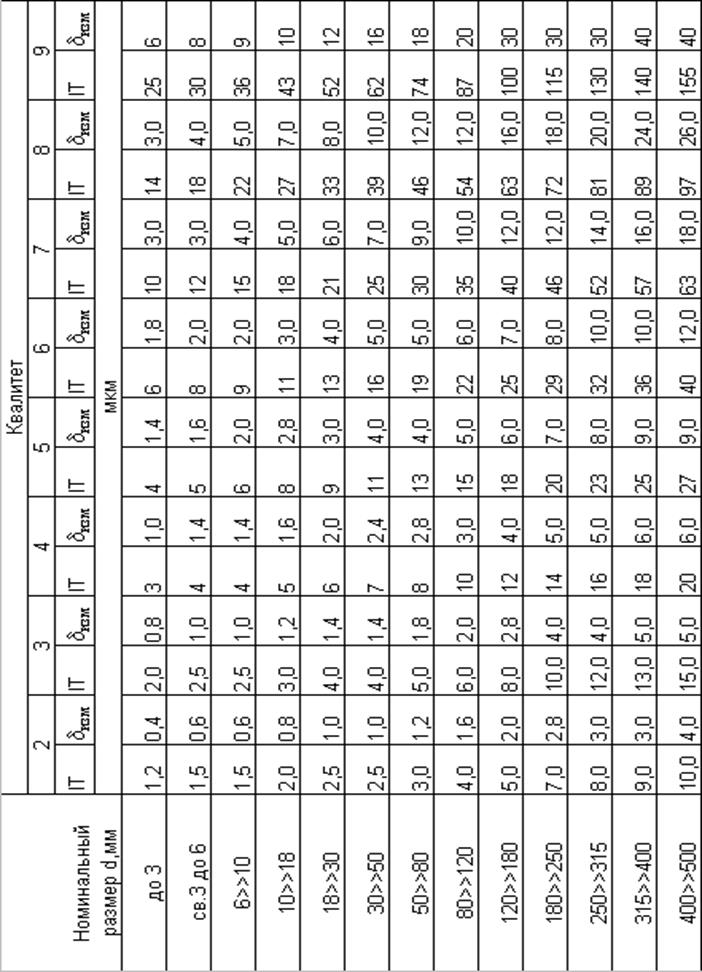
По этому принципу выбор средства измерения производится по известным значениям номинала и допуска изготовления IT и по таблицам определяется предельная погрешность измерения dизм.
По определенной dизм подбирается (из таблицы) средство измерения, применяемое в промышленности.
Пример: Для измерения шейки вала Æ12мм, допуском 18 мкм, назначить средство измерения.
По таблице 1 dизм=5мкм
По таблице 2 находим индексы средства измерения dизм=5мкм В=3:8.
По таблице 4 определим, что этим индексом соответствует микрометр гладкий тип МК или микроскоп инструментальный ММИ-2.
Если измерения будут выполненные в цеховых условиях целесообразно использовать микрометр.
В лабораторных условиях, при этом, если изделие легко деформируемое лучше использовать микроскоп.
Таблица 1. Пределы допускаемых погрешностей измерения по ГОСТ 8.051-81 (СТ СЭВ 303-79)
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
изменения (мкм), допуски (мкм) измерительные средства |
||||||
|
12/60 |
20/100 |
30/140 |
50/250 |
80/400 |
120/600 |
200/10002 |
|
8 |
8 |
8 |
8 |
8 |
8 |
8 |
|
16/75 |
30/120 |
40/180 |
60/300 |
100/480 |
160/750 |
240/1200 |
|
13;8 |
13;8 |
13;8 |
8 |
8 |
8 |
8 |
|
18/90 |
30/150 |
50/220 |
80/360 |
120/580 |
200/900 |
300/1500 |
|
12;8 |
12;8 |
12;8 |
12;8 |
12;8 |
1 |
1 |
|
30/110 |
40/180 |
60/270 |
90/430 |
140/700 |
240/1100 |
380/1800 |
|
12;8 |
12;8 |
12;8 |
12;8 |
12;8 |
1 |
1 |
|
30/130 |
50/210 |
70/330 |
120/520 |
180/840 |
280/1300 |
440/2100 |
|
12;8 |
12;8 |
12;8 |
12;8 |
2 |
1 |
1 |
|
40/160 |
50/250 |
80/390 |
140/620 |
200/1000 |
320/1600 |
500/2500 |
|
12;8 |
12;8 |
12;8 |
12;8 |
1 |
1 |
10;1 |
|
40/190 |
60/300 |
100/460 |
160/740 |
240/1200 |
400/1900 |
600/3000 |
|
12;8 |
12;8 |
12;8 |
12;8 |
1 |
1 |
10;1 |
|
50/220 |
70/350 |
120/540 |
180/810 |
280/1400 |
440/2200 |
700/3500 |
|
11;12;8 |
11;12;8 |
11;12;8 |
11;12;8 |
2 |
1 |
10;1 |
|
50/250 |
80/400 |
140/630 |
200/1000 |
320/1600 |
500/2500 |
800/4000 |
|
11;12;9 |
11;12;9 |
11;12;9 |
2 |
1 |
10;1 |
10;1 |
|
60/290 |
100/460 |
160/720 |
240/1150 |
380/1850 |
600/2900 |
1000/4600 |
|
11;12 |
11;12 |
11;12 |
2 |
1 |
10;1 |
10;1 |
|
70/320 |
120/570 |
180/810 |
260/1300 |
440/2100 |
700/3200 |
1100/5200 |
|
11;12 |
11;12 |
11;12 |
11;12 |
1 |
10;1 |
10;1 |
|
80/360 |
120/570 |
180/890 |
280/1400 |
460/2300 |
800/3600 |
1200/5700 |
|
11;12 |
11;12 |
11;12 |
11;12 |
1 |
10;1 |
10;1 |
|
80/400 |
140/630 |
200/970 |
320/1550 |
500/2500 |
800/4000 |
1400/6300 |
|
11;12 |
11;12 |
11;12 |
1 |
10;1 |
10;1 |
10;1 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.