101. Какие измерители из перечисленных используются в контрольных приспособлениях с отсчетными измерительными устройствами?
а) индикаторы часового типа
б) пневматические микрометры
в) индуктивные датчики
г) электроконтактные датчики
д) предельные калибры
102. Какие приспособления применяют в автоматических линиях?
а) подвижные приспособления-спутники
б) стационарные приспособления-спутники
в) переналаживаемые приспособления
г) конвейерные приспособления
103. В каких случаях на автоматических линиях используются стационарные приспособления?
а) когда конструкция заготовки позволяет легко перемещать ее без опрокидывания
б) когда конструкция заготовки труднотранспортируемая
в) когда необходимо не менять базовые поверхности заготовки
г) когда заготовка имеет свободный доступ к обрабатываемым поверхностям
104. В каких случаях на автоматических линиях используются приспособления-спутники?
а) когда конструкция заготовки труднотранспортируемая
б) когда заготовка легко перемещается
в) когда заготовка имеет свободный доступ к обрабатываемым поверхностям
105. Какие элементы в основном предусматриваются на автоматических линиях для фиксации спутника или корпусной заготовки на рабочей позиции?
а) зажимные механизмы
б) два выдвижных пальца с конической фаской
в) механизм перемещения
г) Г-образные прихваты
|
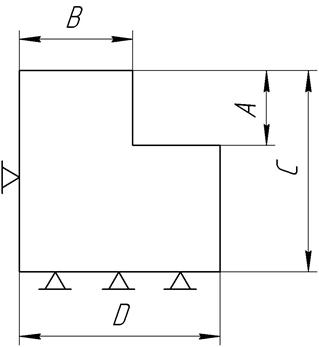
106. Определить погрешность базирования при выполнении размеров А и В |
|
|
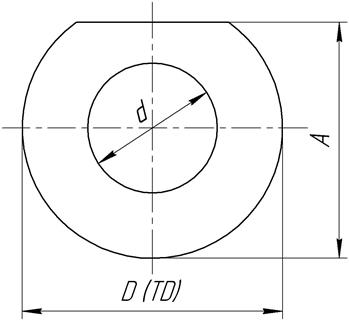
107. Определить погрешность базирования при выполнении размера А, если заготовка установлена по отверстию d на палец с зазором Δ |
|
|
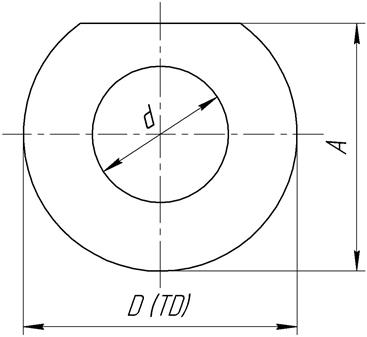
108. Определить погрешность базирования при выполнении размера А. Заготовка установлена по отверстию на палец без зазора |
|
|
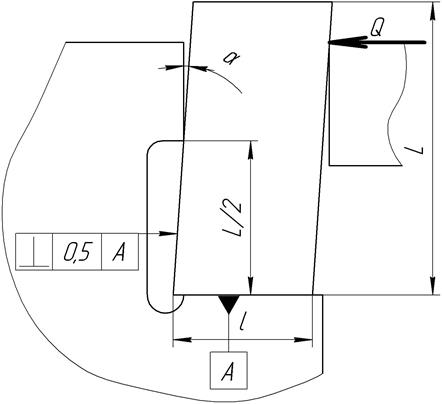
109. Определить вероятную погрешность закрепления при выполнении размера L=50 мм |
|
|
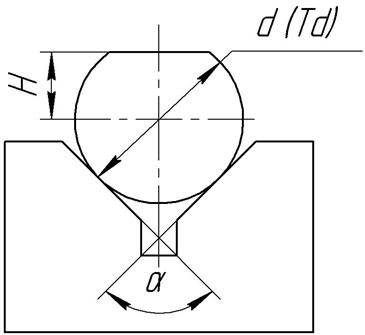
110. Определить погрешность базирования при выполнении размера Н при установке заготовки в призму с углом α=900 |
|
|
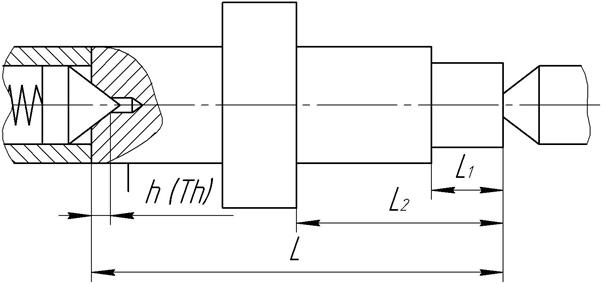
111. Определить погрешность выполнения размеров L1 и L2 заготовки установленной на два жестких центра |
|
|
112. Определить погрешность выполнения размеров L1 и L2 при установке заготовки на плавающий левый центр |
|
|
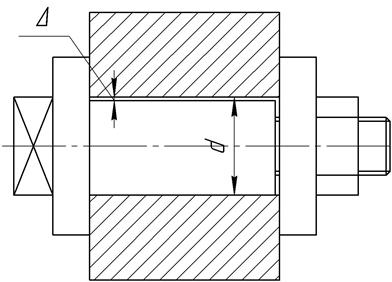
113. Определить несоосность внутренней и наружной поверхностей втулки при ее установке на оправку с зазором Δ |
|
|
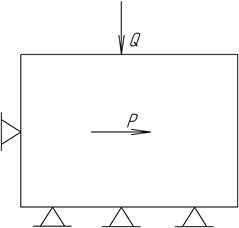
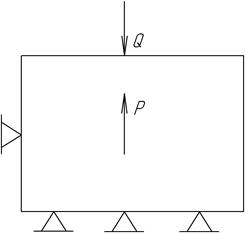
114. Определить силу закрепления Q при этой схеме установки и силе Р |
|
|
115. Определить силу закрепления Q при установке заготовки в координатный угол и воздействии на нее силы Р |
|
|
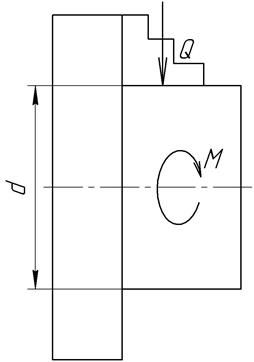
116. Определить силу закрепления Q при установке заготовки в трехкулачковом патроне, на заготовку воздействует момент от сил резания М |
|
|
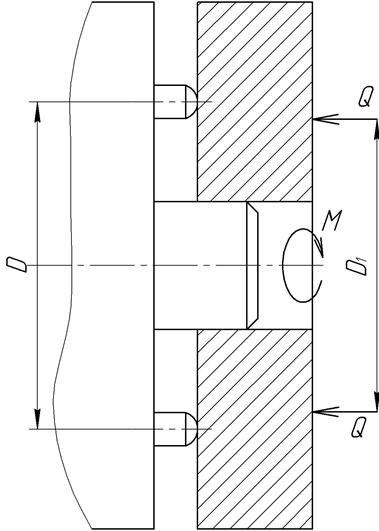
117. Определить силу закрепления Q при установке заготовки на планшайбу с тремя штырями и закрепленной тремя прихватами. На заготовку воздействует момент от сил резания М |
|
|
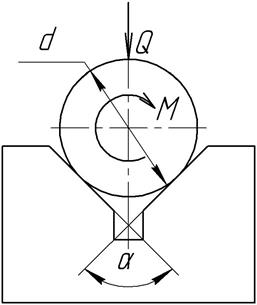
118. Определить силу закрепления Q при установке заготовки в призму. На заготовку действует момент от сил резания М |
|
|
|
119. Определить номинальный диаметр винта для закрепления заготовки с силой 3600 Н. Винт изготовлен из стали 45 (σ = 100 МПа) |
||
|
120. Определить величину эксцентриситета круглого эксцентрика при закреплении заготовки с допуском 0,5 мм |
|
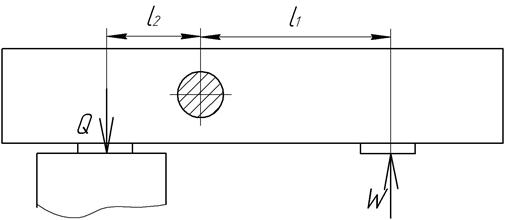
121. Определить силу на приводе W при закреплении заготовки силой Q при l1 / l2 =2 |
|
|
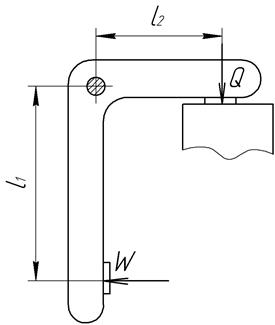
122. Определить силу на приводе W при закреплении заготовки силой Q если l1 / l2 =3 |
|
|
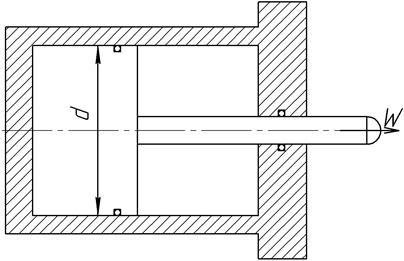
123. Определить силу W развиваемую пневмоцилиндром при диаметре поршня d и давлении р |
|
|
124. Определить диаметр d пневмоцилиндра для создания силы W при давлении р |
|
|
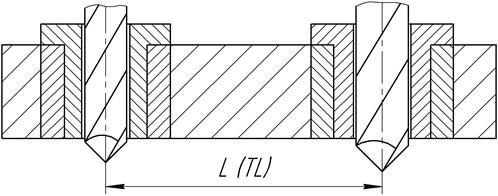
124. Определить допуск на межосевое расстояние L кондукторных втулок при свирлении отверстий с допуском на межосевое расстояние TLз |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.