
ОПИСАНИЕ ПРОИЗВОДСТВА «ЗКВ»
Открытое акционерное общество”Завод"Красный Выборжец" является предприятием по горячей и холодной обработке цветных металлов давлением с полным замкнутым технологическим циклом.
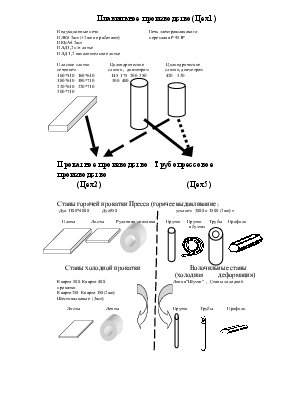
Основные цеха: 1. Плавильный цех N 1
2. Прокатный цех N 2
3. Трубопрессовый цех N 5
Для обеспечения производственной деятельности основных цехов ОАО"Красный выборжец" имеет вспомогательные цеха, лаборатории и другие подразделения.
Вся продукция ОАО"Красный выборжец" выпускается согласно ГОСТ, ОСТ и Технических условий и полностью им соответствует.
На предприятии действует Система Качества по выпуску проката, разработанная в соответствии требованиям МС ISO серии 9000.
Основной вид деятельности - производство “плоского” и “круглого” проката из цветных металлов и сплавов на основе меди, как из слитков собственного производства, так и из заготовок закупаемых у сторонних организаций.
ДАННЫЕ ПО ОСНОВНЫМ ЦЕХАМ ОАО "ЗАВОД "КРАСНЫЙ ВЫБОРЖЕЦ"
Основная технологическая схема плавильного производства ОАО "Завод "Красный выборжец":
Плавильный цех ОАО "Завод "Красный выборжец" производит слитки различных марок меди и медных сплавов по СТП 0810-10.001-97 .
Сырьем являются первичные металлы, собственные отходы, лома.
Качество, марки, состояние шихтовых материалов, употребляемых при выплавке слитков, определяется СТП 0810-10.008-2002.
Шихта подготавливается и загружается в плавильные печи с разливочными устройствами.
СОСТАВ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ:
1. Комплекс плавильная индукционная канальная печь ИЛК-6;
канальный индукционный миксер ИЛКМ-6; машина полунепрерывного литья - 4 штуки .
Максимальная масса получаемого слитка ( сумма слитков ) :
- на комплексах № 2,3,4,5 - 6,0 тн
2. Плавильные индукционные канальные печи ИЛД- 1,2 емкостью
1,7 тн с разливом металла в вертикальные водоохлаждаемые изложницы - 3 штуки.
3. Комплекс плавильная индукционная канальная печь ИЛД- 1,2 ,емкостью 1,7 тн - машина полунепрерывного литья - 3 штуки.
4. Плавильная индукционная канальная печь ИЛК-1,6 емкостью 1,7т с разливом металла в водоохлаждаемые изложницы - 1 штука .
5. Комплекс : плавильная индукционная канальная печь ИКБА-4- миксер (индукционный, канальный ) - машина полунепрерывного литья . Выпускаемый слиток массой до 4 тн - 2 шт.
7. Плавильные вакуумные дуговые печи ОКБ 891 и СКБ- 7005.
Масса отливаемого слитка до 1,5 тн .
8. Печь электрошлакового переплава Р 951Р - 1 штука.
Масса выплавляемого слитка до 2 тонн.
9. Комплекс оборудования на участке обработки слитков (пилы, линии резки , линии фрезерования , шарошка и т.д.) - 1 шт.
Получаемые слитки, соответствующие техническим требованиям, передаются в обрабатывающие цеха для получения из них проката .
Требования к слиткам сформулированы в СТП 0810-10.002-99, СТП 0810-10.003-2001.
В процессе плавки и в процессе отливки слитков производится отбор проб для проведения экспресс анализа и для определения соответствия слитков техническим требованиям.
Нормы и порядок проб определяются СТП 0810-10.804-93 и СТП 0810-10.803-2000.
Снабжение водой на технологические нужды плавильного производства обеспечивается системой оборотного водоснабжения завода.
Плавильное производство имеет разрешение "Департамента Природных Ресурсов по Северо-Западному региону" на выбросы в атмосферу загрязняющих веществ. Разрешенный уровень выбросов обеспечивается работой газоочистных установок.
Примечание:
Обрабатываются также все сплавы с химическим составом аналогичным перечисленным маркам сплавов с корректировкой отдельных элементов применительно стандартам DIN, SDA, SB и другим иностранным стандартам. Название сплавов принимается в соответствии с требованиями контрактов.
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПРОИЗВОДСТВА ПЛОСКОГО ПРОКАТА
из цветных металлов и их сплавов на ОАО "Завод"Красный выборжец"
2. ОБОРУДОВАНИЕ ПРОКАТНОГО ПРОИЗВОДСТВА
ОБОРУДОВАНИЕ ОМД:
Стан ДУО 850 , стан ДУО 1100х4000, станы КВАРТО 150 (2 шт), стан КВАРТО 170, стан КВАРТО 250, стан КВАРТО 400, стан КВАРТО500, станы 6-ти валковые N 72, 73, 74.
ОБОРУДОВАНИЕ ОБРАБОТКИ РЕЗАНИЕМ:
гильотинные ножницы , гильотинные ножницы N 1 , гильотинные ножницы N 3 , гильотинные ножницы N 2,5,6 , гильотинные ножницы N 7, гильотинные ножницы N 9 , продольно-фрезерный станок , дисковые ножницы N 1 , дисковые ножницы N 31 , дисковые ножницы N 35,36,37 , дисковые ножницы N 62 , дисковые ножницы N 63 , линия резки СКМЗ 0,5*750 , дисковые ножницы N 64 , линия прод.-попер. резки № 2, линия прод. резки цеха N 2 , линия прод. резки N 17,18 , линия прод. резки N 30,32 , линия фрезерования полосовой заготовки, линия фрезерования MINO, линия рулонного фрезерования.
печь 2-х камерная садочная, печи безокисл. отжига ЦЭП-290, печи колпаковые, печи колпаковые безокисл. отжига, печь конвейерная N 3 , печь конвейерная N 9,10, печь нагрев. карусельная, печь нагрев. с шагающим подом.
линия травления цеха 2 , линия травления участка КГЛ.
линия арг.-дуг.сварк.лент.отд., линия аргонно-дугов.сварки N 1, линия аргонно-дугов.сварки N 2, cтанок перемоточный.
ОТДЕЛОЧНОЕ ОБОРУДОВАНИЕ:
правильные станки.
3. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
3.1. Горячая прокатка.
3.2. Горячая прокатка - резка - (травление)
3.3. Горячая прокатка - фрезерование - холодная прокатка.
3.4. Горячая прокатка - фрезерование - холодная прокатка - n(отжиг-травление-холодная прокатка) - резка .
3.5. Горячая прокатка - фрезерование - холодная прокатка - резка - (термообработка).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.