Для сальников аппаратов с перемешивающими устройством выбираем фторопласто-графитовую набивку FГ.
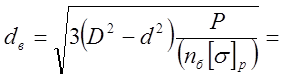
3.1.2. Толщина набивки сальниковой камеры определяется по формуле
/2, стр. 263/:
![]()
Округляя до ближайшего стандартного значения принимаем набивку квадратного сечения мм.
Sн = мм.
3.1.3. Первоначальная высота набивки:
ho = (6 – 8)Sн = мм
3.1.4. Высота набивки в рабочем состоянии:
h = Kу × ho,
где Kу - коэффициент усадки набивки. Для толщины набивки Sн= мм:
Kу = /2,
табл.3.32, с 267/ ; K1 – коэффициент
бокового давления набивочных материалов / 2, табл. 3.33,рис 3.60/ по давлению
нажимной втулки ![]() где Р- давление в аппарате.
где Р- давление в аппарате.
![]() =
=
Из рис. 3.60 находим: К1 =
h =
Полная глубина расточки сальниковой камеры с учетом постановки фонарного кольца для подвода запирающей жидкости и обеспечения направления нажимной втулки (грундбуксы) :
![]()
где 2Sн – прибавка к высоте для обеспечения направления направления нажимной втулки, hф = высота фонаря: hф = (1,5- 2) Sн = 1,5 Sн
Hc =
Высота цилиндрической части нажимной втулки /2,с 268/
HB= 0,4 h0 =
Толщина фланца нажимной втулки
Hн = 1,25dб =
dб – диаметр стяжных болтов. Принимаем dб =
Высота грундбуксы Hг = d/3 =
Диаметр грундбуксы Dг = d + (1…..1,5)Sн =
Внутренний диаметр сальниковой набивки D = d + 2Sн =
Величина зазора между валом и грундбуксой (нажимной втулкой):
δ = d/200 =
Такой же зазор принимаем между нажимной втулкой и сальниковой камерой.
Внутренний диаметр стяжных болтов (шпилек):
где nб – количество
болтов или шпилек , nб = ; [![]() ]р – допускаемое напряжение для
болтов, принимаемое из условия длительной эксплуатации резьбы при Р =
МПа 3 МПа
]р – допускаемое напряжение для
болтов, принимаемое из условия длительной эксплуатации резьбы при Р =
МПа 3 МПа
Согласно ГОСТ 9150 – 59 принимаем шпильки (с некоторым завышением по сравнению с расчетным значением)
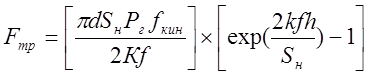
Необходимое усилие на сальниковую набивку, необходимое для обеспечения герметичности (усилие затяга шпилек)

где Рг – давление герметичности ; при Р>0,3 МПа Рг = Р; при Р< 0,3 МПа
Рг =0,3 МПа. В нашем случае Р= МПа; Рг = МПа; f – коэффициент статического трения набивки о поверхность вала и сальниковой камеры, имеющих шероховатость 8- го класса.
К1 – коэффициент бокового давления для
фторопласто-графитовой композиции ФГ (табл. 3.33 /2. с.269/) К1
= ; 
![]() (рис
3.61/2,с.269/
(рис
3.61/2,с.269/
Подставим и вычислим.
Определение потери мощности на преодоление сил трения в сальниках.
Коэффициент кинетического трения между набивкой и валом при давлении среды Р = МПа (рис. 3.62 /2,с. 270/. Определяется в зависимости от скорости v.
Рабочая скорость v = wd/2 =
Сила трения между набивкой и валом:
Затраты мощности на преодоление сил трения в сальнике:
Номинальная расчетная мощность Nэл на валу электродвигателя привода определяется по формуле:
 ,
,
где Nм- расчетная мощность, расходуемая на перемешивание, кВт; ŋпр –коэффициент полезного действия привода (ŋпр = 0.9….0.95)
Выбор привода.
По мощности и угловой скорости вращения вала выбираем привод вертикальные с одной промежуточной опорой вала ( тип )
Литература:
1. Лащинский А.А., Толчинский А.Р. Основы конструирования расчета химической аппаратуры. Л, «Машиностроение» , 1970, 572 с.
2. Расчет и конструирование машин и аппаратов химических производств. Примеры и задачи : Учеб. пособие для студентов втузов М.Ф. Михалев и др.; Под общей редакцией Михалева М.Ф. Л. «Машиностроение», Ленинградское отделение, 1984.- 301 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.