
















Глава 4. Конструктивный расчет
4.1. Расчет барабанной сушилки
Толщина стенки барабана:
![]()
D – диаметр барабана, м;
D = 3м.
![]()
Распределенная нагрузка на барабан:
G – масса барабана, кг;
G = 160000 кг;
GM – масса материала в барабане, кг;
GM = 14800 кг;
L – длинна барабана, м;
L = 31 м;
g – ускорение свободного падения;
g = 9,81

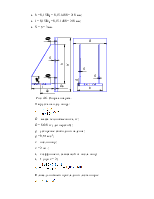
Расстояние между опорами:
![]()
![]()
Проверка прочности барабана на изгиб.
Посередине между опорами обеспечивается минимальный изгибающий момент:

Крутящий момент:
N – мощность привода, кВт;
N = 15,5 кВт;
n – число оборотов барабана, с-1;
n = 0,00833 c-1

Расчетный (приведенный) момент:

![]()
Момент сопротивления кольцевого сечения барабана:
![]()
![]()
Условие прочности барабана:
[σ]д - допускаемое напряжение, МН/м2;
[σ]д = 20 МН/м2
![]()
Условие выполняется, следовательно, увеличение толщины стенки барабана не требуется.
Проверка прочности барабана на прогиб.
Осевой момент инерции кольцевого сечения барабана:

Прогиб от равномерно распределенной нагрузки:
Е – модуль упругости материала барабана, МН/м2;
Е = 1,32·105 МН/м2 (для жаропрочной и жаростойкой стали)

Для нормальной работы допускается прогиб не более 1/3 мм на 1 м, т.е. :
![]()
![]()
Условие выполняется, следовательно, увеличение толщины стенки барабана не требуется.
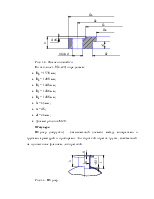
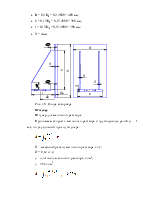
Конструктивный расчет бандажа и опорных роликов.
Реакция опорного ролика:
α – угол наклона барабана;
α = 1,50;
z – число бандажей;
z = 2 (как для барабанной сушилки);
φ – угол между опорными роликами;
φ = 600.

Ширина бандажа:
qм – допускаемая по опыту эксплуатации нагрузка на единицу длинны линии касания ролика и бандажа, МН/м;
qм = (1÷2,4) МН/м.
Ширина опорного ролика:
![]()
![]()
Диаметр опорных роликов:
![]()
dб – диаметр бандажа, м;
dб = 3,6 м.
![]()
Проверка контактной прочности на смятие в месте соприкосновения опорного ролика и бандажа.
Условие контактной прочности на смятие в месте соприкосновения опорного ролика и бандажа:
rб – радиус бандажа, м;
rо.р. – радиус опорных роликов, м;
[σ]c – допустимое напряжение материала ролика и бандажа на смятие, МН/м2;
[σ]c = 300 ÷ 500 (для стального литья);
Е – модуль упругости материала ролика и бандажа, МН/м2;
Е = 1,99·105 МН/м2 (для углеродистой и низколегированных сталей)

![]()
Условие выполняется.
Проверка контактной прочности на смятие в месте соприкосновения упорного ролика и бандажа.
Осевая сила, которую воспринимают упорные ролики:

Условие контактной прочности на смятие в месте соприкосновения упорного конического ролика и бандажа:
bу.р. – ширина упорного ролика, м;
bу.р = bо.р = 0,33 м;
g - угол конусности упорного ролика;
g = 170.
![]()
Условие выполняется.
Проверка прочности бандажа на изгиб.
Максимальный изгибающий момент в месте контакта бандажа и опорного ролика:
l – расстояние между соседними башмаками, м;
Принимая количество башмаков m = 20:

Момент сопротивления бандажа прямоугольного сечения:
hб – высота бандажа, м;
hб = 0,3 м.
Условие прочности бандажа на изгиб:
![]()
Условие выполняется.
4.2. Расчет кожухотрубного подогревателя – охладителя
В качестве материала для всех частей теплообменника применяем сталь 10Х17Н13М2Т.
Сталь 10Х17Н13М2Т предназначается для сварных конструкций, работающих в средах повышенной агрессивности, для длительных сроков службы при температуре до 600 °С. Сталь коррозионно-стойкая аутенситного класса, без ограничений ручной и автоматической электродуговой и газоэлектрической сваркой. Для РДС рекомендуют использовать электроды ЭА-400/10У и НЖ-13, обеспечивающие стойкость сварных соединений к межкристаллической коррозии. Для автоматической сварки используют проволоку Св-04Х19Н11 и Св-06Х19Н10М3Т в сочетании с флюсами АН-26, АНФ-14, АНФ.
Обечайка
Толщина стенки кожуха:

Рм – давление в межтрубном пространстве, МПа;
Рм = 0,1 МПа;
φ – коэффициент прочности сварных швов;
φ = 1 (для автоматической сварки с двусторонним сплошным проваром);
[σ] – допускаемое напряжение, МН/м2;
![]()
[σ*] – нормативное допускаемое напряжение
[σ*] = 140 МН/м2;(Михалев)
η - коэффициент прочности сварных швов;
η = 1 (автоматическая дуговая электросварка)
С1 – прибавка на коррозию рабочей среды;
![]()
П – скорость коррозии металла, м/год;
Принимаем П = 0,0001 м/год;
Т - срок службы аппарата;
Принимаем Т = 10 лет.
![]()
С2 – дополнительная прибавка для компенсации минусового допуска и округление размера до стандартного значения (прибавка технологическая).
С2 = 0,001

Принимаем Sк = 3 мм = 0,003 м.
Расчет напряжений возникающих в стенках корпуса и трубок от разности температур и давлений в трубках и межтрубном пространстве.
Площадь поперечного сечения:
а) корпуса
![]()
![]()
б) трубок
![]()
Sт – толщина стенки трубок, м;
Sт = 0,002 м.
![]()
Сила взаимодействия между трубками и корпусом:
tк – средняя температура в межтрубном пространстве, 0С;
tк = 135 0С;
tк – средняя температура в трубном пространстве, 0С;
tк = 65 0С;
αtк, αtт - коэффициенты термического расширения материала корпуса и трубок при расчетных температурах, 1/0С;
αtк = 17,6·10-6 1/0С;
αtт = 15,7·10-6 1/0С;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.