
ЛАБОРАТОРНАЯ РАБОТА.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ РЕНТГЕНОВСКИМ ИЗЛУЧЕНИЕМ.
ЦЕЛЬ РАБОТЫ:
1. Ознакомление с физическими основами, аппаратурой и методикой рентгенографического контроля сварных соединений.
2. Приобретение практических навыков определения параметров режима просвечивания изделий рентгеновским излучением.
3. Приобретение практических навыков оценки качества сварных соединений по рентгеновским снимкам.
Рентгеновское излучение представляет собой разновидность электромагнитного излучения с малой длиной волны (10-13...1O-9 м), высоким уровнем энергии (102 ...106 эВ). Малая длина волы и высокий уровень энергии обуславливает способность рентгеновского излучения проникать через непрозрачные предметы.
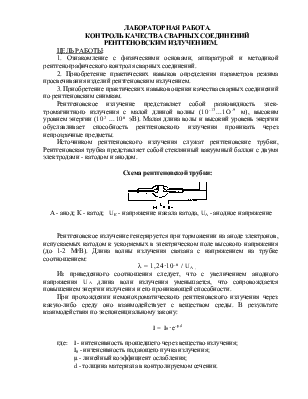
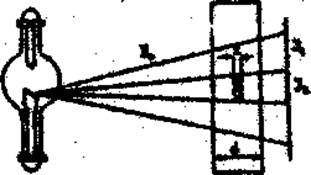
Источником рентгеновского излучения служат рентгеновские трубки, Рентгеновская трубка представляет собой стеклянный вакуумный баллон с двумя электродами - катодом и анодом.

А - анод; К - катод; UК - напряжение накала катода, UА - анодное напряжение
Рентгеновское излучение генерируется при торможении на аноде злектронов, испускаемых катодом к ускоряемых в электрическом поле высокого напряжения (до 1-2 МгВ). Длина волны излучения связана с напряжением на трубке соотношением:
λ = 1,24·10-6 / UА .
Из приведенного соотношения следует, что с увеличением анодного напряжения UА длина волн излучения уменьшается, что сопровождается повышением энергии излучения и его проникающей способности.
При прохождении немонохроматического рентгеновского излучения через какую-либо среду оно взаимодействует с веществом среды. В результате взаимодействия по экспоненциальному закону:
I = I0·e-μd
где: I - интенсивность прошедшего через вещество излучения;
I0 - интенсивность падающего пучка излучения;
μ - линейный коэффициент ослабления;
d - толщина материала в контролируемом сечении.
Линейный коэффициент ослабления представляет собой сумму коэффициентов ослабления, соответствующих трем процессам взаимодействия фотона с веществом: фотоэлектрическим поглощением (τ), комптоновским рассеянием ( σ ) и образованием електрон - позитронных пар ( χ ):
μ = τ + σ + χ .
В области низкоэнергетического рентгеновского излучения (при напряжении на трубке до 250…400 кВ) значение μ определяется в основной фотоэлектрическим поглощением (фотоэффектом), которое пропорционально атомному номеру материала и длине волны излучения:
τ = A·z3λ3
где А - коэффициент пропорциональности. Обычно принимают А = 3;
Z - атомарный номер просвечиваемого материала.
Таким образом, ослабление рентгеновского излучения при прохождении через слой вещества в основном определяется толщиной контролируемого материала, составом материала и длиной волны излучения.
Рентгеновское излучение широко используется в промышленности для выявления внутренних дефектов сварных соединений. Внутренние дефекты выявляются вследствие изменения интенсивности излучения при прохождении через бездефектные и дефектные участки соединений. Различие в интенсивности можно зафиксировать на фоточувствительную пленку или пластину, наблюдать на экране либо измерять специальными приборам.
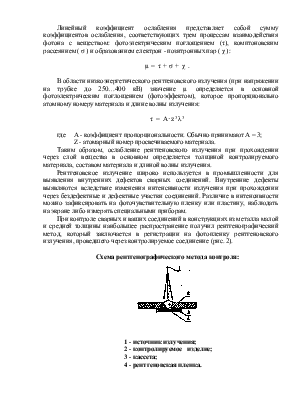
При контроле сварных и ваших соединений в конструкциях из металла малой и средней толщины наибольшее распространение получил рентгенографический метод, который заключается в регистрации на фотопленку рентгеновского излучения, проведшего через контролируемое соединение (рис. 2).
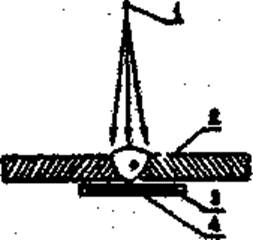
1 - источник излучения;
2 - контролируемое изделие;
3 - кассета;
4 - рентгеновская пленка.
Интенсивность излучения при прохождении через дефекты типа несплошностей или неметаллических включений понижается меньше, чем за бездефектными участками. В меньшей степени ослабленное излучение вызывает более сильное фотографическое действие на чувствительный слой пленки. После обработки пленки на ней просматривается картина внутреннего строения контролируемого изделия.
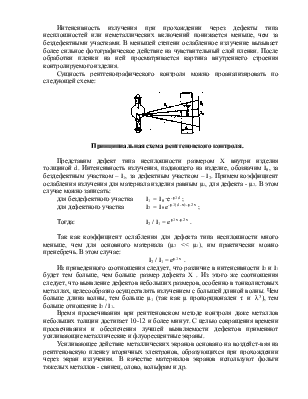
Сущность рентгенографического контроля можно проанализировать по следующей схеме:
Принципиальная схема рентгеновского контроля.
Представим дефект типа несплошности размером X внутри изделия толщиной d. Интенсивность излучения, падающего на изделие, обозначим I0, за бездефектным участком – I1, за дефектным участком – I2. Примем коэффициент ослабления излучения для материала изделия равным μ1, для дефекта - μ2. В этом случае можно записать:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.