Влияние ионной имплантации на стойкость в зависимости от условий работы инструмента.
Проведены лабораторные и производственные испытания концевых фрез из твердого сплава H10F при точении жаропрочного сплава ЭП 718. Показано, что ионная имплантация способствует повышению стойкости инструмента. Проведен анализ характера износа инструмента в зависимости от условий работы.
Введение
В настоящее время при изготовлении деталей газотурбинных двигателей используется технологический процесс фрезирование с использованием монолитных торцевых фрез.
Цель данной работы — изучение влияния ионной имплантации на эксплуатационные характеристики режущего инструмента. Подбор имплантируемого элемента в зависимости от режимов работы.
Исследовались монолитные концевые фрезы из материала H10F (90% WC, 10% Со). Имплантацию производили на установке «Вита».
Имплантированные фрезы подвергались серийным производственным испытаниям на 5 координатных обрабатывающих центрах 500VB с часовым программным управлением при изготовлении лопаток ГТД на режимах соответствующих технологии изготовления лопаток. Лабораторные испытания проводились на станке 6Р10.
Обсуждение и анализ результатов
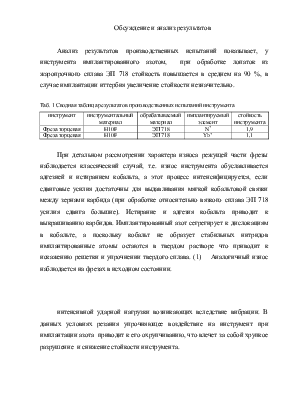
Анализ результатов производственных испытаний показывает, у инструмента имплантированного азотом, при обработке лопаток из жаропрочного сплава ЭП 718 стойкость повышается в среднем на 90 %, в случае имплантации иттербия увеличение стойкости незначительно.
Таб. 1 Сводная таблица результатов производственных испытаний инструмента
|
инструмент |
инструментальный материал |
обрабатываемый материал |
имплантируемый элемент |
стойкость инструмента |
|
Фреза торцевая |
H10F |
ЭП 718 |
N+ |
1,9 |
|
Фреза торцевая |
H10F |
ЭП 718 |
Yb+ |
1,1 |
При детальном рассмотрении характера износа режущей части фрезы наблюдается классический случай, т.е. износ инструмента обуславливается адгезией и истиранием кобальта, а этот процесс интенсифицируется, если сдвиговые усилия достаточны для выдавливания мягкой кобальтовой связки между зернами карбида (при обработке относительно вязкого сплава ЭП 718 усилия сдвига большие). Истирание и адгезия кобальта приводит к выкрашиванию карбидов. Имплантированный азот сегрегирует к дислокациям в кобальте, а поскольку кобальт не образует стабильных нитридов имплантированные атомы остаются в твердом растворе что приводит к искажению решетки и упрочнении твердого сплава. (1) Аналогичный износ наблюдается на фрезах в исходном состоянии.
интенсивной ударной нагрузки возникающих вследствие вибрации. В данных условиях резания упрочняющее воздействие на инструмент при имплантации азота приводит к его охрупчиванию, что влечет за собой хрупкое разрушение и снижение стойкости инструмента.
Испытания проведенные при обработке лопаток были продублированы в условиях экспериментально - механической лаборатории отдела главного технолога УМПО. Испытания проводились на станке 6Р10 при попутном фрезировании на чистовых режимах соответствующих режимам обработки лопатки:
глубина фрезирования t=2мм
подача на зуб Sз=0,045 мм/зуб
ширина обработки В=(D-2)мм, где D – диаметр фрезы
вылет фрезы Н=3D
биение 0,04 мм.
В качестве смазывающе-охлаждающей жидкости использовалась эмульсия «Укринол - 1М».
Рис.1. Схема резания в лабораторных условиях
Таб. 2 Сводная таблица результатов лабораторных испытаний инструмента при резании материала ЭП-718
|
инструмент |
инструментальный материал |
имплантируемый элемент |
Скорость резания м/мин |
стойкость инструмента L, м |
|
Фреза торцевая |
H10F |
N+ |
||
|
Фреза торцевая |
H10F |
Y+ |
Рис. Зависимость длины резания от скорости резания при обработке материала ЭП – 718 фрезами с различными имплантируемыми элементами
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.