3 ОБСЛУЖИВАНИЕ И РЕМОНТ ШТАНГОВЫХ СКВАЖИННЫХ
НАСОСОВ
Рыночная экономика диктует промышленным предприятиям необходимость соблюдения режима строгой экономии, в том числе по статье «эксплуатация оборудования». Одним из направлений реализации этого требования является сокращение затрат на приобретение нового оборудования путем внедрения рентабельной системы капитального ремонта.
Скважинные штанговые насосы (СШН) являются наиболее распространенным видом насосов, применяемых для подъема жидкости из нефтяных скважин. В настоящее время ими добывается около 90 % всей нефти в АНК "Башнефть".
До недавнего времени основным изготовителем СШН для стран СНГ являлся Суруханский машиностроительный завод г.Баку (бывший завод им. Ф.Э.Дзержинского). Изготовление насосов производилось по ОСТ 26.16.06-86. По эксплуатационным качествам, конструктивному и материальному исполнению эти насосы не удовлетворяли запросам нефтегазодобывающей отрасли, в связи с чем значительное количество насосов закупалось по импорту в США и Европе.
В настоящее время производство СШН в России ведется на Пермской компании нефтяного машиностроения (ПКНМ) по ТУ 39-1629-94 и на АО "Ижнефтемаш". В обоих случаях насосы изготавливаются в соответствии со стандартом АРI и предназначены для откачивания из нефтяных скважин жидкости с обводнонностью до 99%, температурой до 403 К, с содержанием механических примесей до 1,3 г/л, минерализацией воды до 200 г/л, вязкостью не более 0,025 Па×с, с содержанием свободного газа по объему не более 25%, сероводорода до 50 мг/л, концентрацией ионов водорода рН от 4,2 до 8.
На Октябрьском заводе «Лукойл-Нефтегазмаш» производится капитальный ремонт глубинных штанговых насосов на участке, оснащенном специальным оборудованием. Ремонт ведется в соответствии с техническими условиями на капитальный ремонт УК 39- 271-95, разработанными СПКТБ "Нефтегазмаш" и согласованными с департаментом МЗО АНК "Башнефть'".
Основные преимущества капитального ремонта СШН в условиях «Лукойл-Нефтегазмаш» (по сравнению с капитальным ремонтом НГДУ) заключается в том, что на заводе производится механическая обработка плунжерной пары и приведение ее параметров в соответствие с требованиями на новый насос. В процессе решения задачи полного освоения капитального ремонта СШН Октябрьскому заводу нефтепромыслового оборудования приходится иметь дело с насосами, выпущенными как по ОСТ 26.16.0б-8б, так и по стандарту АРI.
Экономический анализ показал, что капитальный ремонт штанговых глубинных насосов (ШГН) будет целесообразен только в том случае, если ресурс отремонтированного насоса будет составлять не менее 70% от ресурса нового насоса при стоимости ремонта до 50% от его цены. С учетом этого критерия в 1994г. службой главного механика АНК «Башнефть» была разработана концепция капитального ремонта. Она предусматривала, в отличие от ранее существовавшего подхода, во-первых, централизацию этого вида работ на Октябрьском заводе нефтепромыслового оборудования, а, во-вторых, осуществление глубокого ремонта технологически сложных и определяющих работу всей установки деталей «цилиндр» и «плунжер».
Капитальный ремонт только в 2002 г. вернул в эксплуатацию 2294 насосов. При этом средняя наработка отремонтированного насоса составила 296 суток (116% от наработки нового) насоса производства ОАО «Ижнефтемаш», а средняя стоимость ремонта 6 тыс. рублей ( 50% от цены нового насоса).
Такой высокий результат стал возможным благодаря внедрению индустриальных технологий азотирования и хонингования канала цилиндра, нанесения износостойкого покрытия на рабочую поверхность плунжера, процессов прецизионной правки деталей с использованием специального высокоточного мерительного инструмента.
Кроме ремонта на «Лукойл-Нефтегазмаш» выполняются работы и по модернизации наиболее уязвимого узла насоса — клапанного. Известно, что надежность классической пары «седло-шар» всегда существенно ниже надежности остальных узлов и деталей. Даже применение дорогих пар из специального сплава «стеллит» не решает до конца этой проблемы. Поэтому поиск решения идет в разных направлениях.
Одно из решений — универсальные клапанные узлы конструкции Уфимского государственного нефтяного технического университета. Эти узлы изготовляет «Лукойл-Нефтегазмаш», и сейчас они проходят в АНК «Башнефть» широкомасштабные промысловые испытания. Предварительные результаты показывают, что эта конструкция имеет определенные преимущества, особенно при откачке высоковязких флюидов. В настоящее время испытания продолжаются.
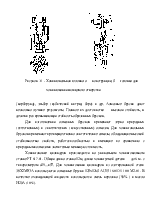
Вкратце технологический маршрут капитального ремонта ШГН можно описать следующим образом:
1 Поступивший с промысла насос вначале проходит внешний осмотр. При отсутствии серьезных повреждений он поступает на мойку, разборку и последующую мойку отдельных деталей.
Вначале насос подвергается термической обработке — нагреву до 400...450 С с целью выжига парафинистых нефтяных фракций. Затем насос загружается в моечный короб для интенсивной наружной и (при возможности) внутренней мойки. Моющий раствор — горячая вода (100 град.С) + синтетическое моющее средство "Лабомид-203" (допускается применение моечных средств "Лабомид-101", 2МС-5", "МС-8", 2МЛ-52").
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.