Проведем размерный анализ по оси Z
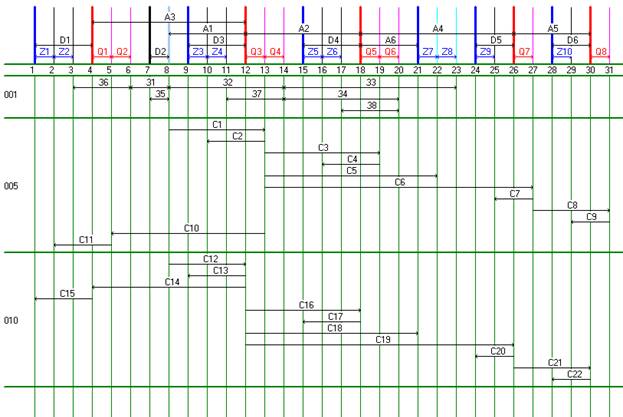
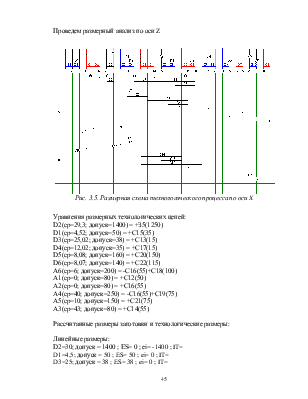
Рис. 3.5. Размерная схема технологического процесса по оси X
Уравнения размерных технологических цепей:
D2(ср=29,3; допуск=1400) = +З5(1250)
D1(ср=4,52; допуск=50) = +С15(35)
D3(ср=25,02; допуск=38) = +С13(15)
D4(ср=12,02; допуск=35) = +С17(15)
D5(ср=8,08; допуск=160) = +С20(150)
D6(ср=8,07; допуск=140) = +С22(115)
A6(ср=6; допуск=200) = -С16(55)+С18(100)
A1(ср=0; допуск=80) = +С12(50)
A2(ср=0; допуск=80) = +С16(55)
A4(ср=40; допуск=250) = -С16(55)+С19(75)
A5(ср=10; допуск=150) = +С21(75)
A3(ср=43; допуск=80) = +С14(55)
Рассчитанные размеры заготовки и технологические размеры:
Линейные размеры:
D2=30; допуск = 1400 ; ES= 0 ; ei= -1400 ; IT=
D1=4,5; допуск = 50 ; ES= 50 ; ei= 0 ; IT=
D3=25; допуск = 38 ; ES= 38 ; ei= 0 ; IT=
D4=12; допуск = 35 ; ES= 35 ; ei= 0 ; IT=
D5=8; допуск = 160 ; ES= 160 ; ei= 0 ; IT=
D6=8; допуск = 140 ; ES= 140 ; ei= 0 ; IT=
A6=6; допуск = 200 ; ES= 100 ; ei= -100 ; IT=
A1=0; допуск = 80 ; ES= 40 ; ei= -40 ; IT=
A2=0; допуск = 80 ; ES= 40 ; ei= -40 ; IT=
A4=40; допуск = 250 ; ES= 125 ; ei= -125 ; IT= 12
A5=10; допуск = 150 ; ES= 75 ; ei= -75 ; IT= 12
A3=43; допуск = 80 ; ES= 40 ; ei= -40 ; IT=
Материал заготовки - чугун
Способ получения заготовки - II - литьём в формы, изготовленные машинной формовкой по деревянным моделям; наибольший размер заготовки=120
Проведем размерный анализ по оси Y
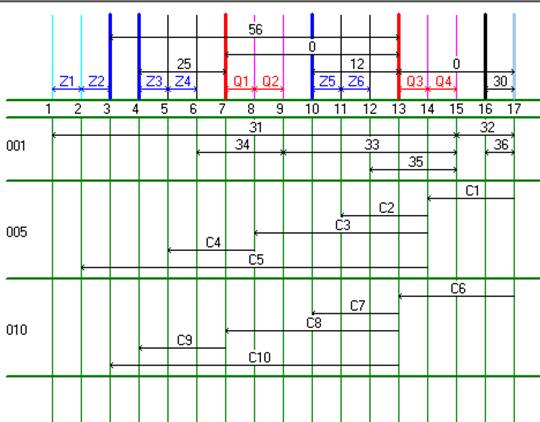
Рис. 3.5. Размерная схема технологического процесса по оси X
Уравнения размерных технологических цепей:
Z1(ср=1501,16)=+З1(1900)+З2(600)-С1(75)-С5(120)
Z2(ср=435,96)=+С5(120)+С1(75)-С6(60)-С10(300)
Z3(ср=223,28)=+С9(30)+С8(60)+С6(60)-С1(75)-С3(75)-С4(130)
Z4(ср=1285,04)=+С4(130)+С3(75)+С1(75)-З2(600)-З3(600)-З4(1300)
Z5(ср=223,88)=+С7(25)+С6(60)-С1(75)-С2(180)
Z6(ср=1141,2)=+С2(180)+С1(75)-З2(600)-З5(1100)
Q1 = +С8(60)+С6(60)-С1(75)-С3(75)
Q2 = +С3(75)+С1(75)-З2(600)-З3(600)
Q3 = +С6(60)-С1(75)
Q4 = +С1(75)-З2(600)
D3(ср=29,34; допуск=1310) = +З6(1215)
D1(ср=25,02; допуск=35) = +С9(30)
D2(ср=12,02; допуск=31) = +С7(25)
A1(ср=0; допуск=75) = +С6(60)
A2(ср=0; допуск=76) = +С8(60)
A3(ср=56; допуск=300) = +С10(300)
Рассчитанные размеры заготовки и технологические размеры:
З1=57,93712мм ; допуск = 1900 ; ES= 950 ; ei= -950 ; IT= 16
З2=0мм ; допуск = 600 ; ES= 300 ; ei= -300 ; IT= 16
З3=0мм ; допуск = 600 ; ES= 300 ; ei= -300 ; IT= 16
З4=23,50918мм ; допуск = 1300 ; ES= 650 ; ei= -650 ; IT= 16
З5=10,65042мм ; допуск = 1100 ; ES= 550 ; ei= -550 ; IT= 16
З6=29,345мм ; допуск = 1215 ; ES= 607,5 ; ei= -607,5
С1=0мм ; Гориз.-расточные ст. (по кондуктору) ; Rz+h= ; погр. схемы уст.= 0 ; допуск = 75 ; ES= 37,5 ; ei= -37,5
С2=11,70162мм ; Зенкерование (черновое) ; Rz+h= 80 ; погр. схемы уст.= 0 ; допуск = 180 ; ES= 180 ; ei= 0 ; IT= 12
С3=0мм ; Гориз.-расточные ст. (по кондуктору) ; Rz+h= ; погр. схемы уст.= 0 ; допуск = 75 ; ES= 37,5 ; ei= -37,5
С4=24,72922мм ; Растачивание (черновое) ; Rz+h= 90 ; погр. схемы уст.= 0 ; допуск = 130 ; ES= 130 ; ei= 0 ; IT= 11
С5=56,43596мм ; Фрезерование (черновое) ; Rz+h= 200 ; погр. схемы уст.= 0 ; допуск = 120 ; ES= 60 ; ei= -60 ; IT= 10
С6=0мм ; Гориз.-расточные ст. (по кондуктору) ; Rz+h= ; погр. схемы уст.= 0 ; допуск = 60 ; ES= 30 ; ei= -30
С7=12,003мм ; Зенкерование (чистовое) ; Rz+h= 72 ; погр. схемы уст.= 0 ; допуск = 25 ; ES= 25 ; ei= 0
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.