Начало и конец сбора информации имитируется блоком STARТ А,В,С где в поле А записывается число прогонов модели, для нашего случая пишем 400. В поле В условие печати результатов (по умолчанию печатается стандартный отчёт), поле С не используем.
Для уничтожения тразактов, прошедших через модель используется блок TERMINARE А, где в поле А указывается число уничтожаемых транзактов, для нашего случая в поле А записываем 1.
Для запуска модели на исполнение необходим блок SIMULATE.
Для завершения моделирования используется END.
III. Составление структуры моделирующего алгоритма.
1
2
![]()
 |
![]()
3 N1
4
![]()
5 M1
6
7
8
9
![]()
 |
|
![]()
|
 |
11
![]()
![]()
12 M2
![]()
|
|
|
![]()
|
14
![]()
|
![]()
 16 0
16 0
![]()
1
 17 0
17 0
1
18
VI. Описание алгоритма.
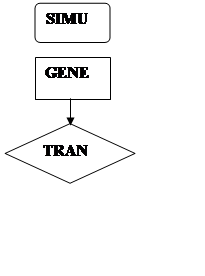
Данный алгоритм предназначен для описания процесса функционирования работы участка термической обработки, с целью определить вероятность повторения полной или частичной обработки и количество болтов второго сорта при обработке 400 болтов. Входными данными является поток болтов поступающий на участок термической обработки, через интервалы времени, подчиняющиеся равномерному распределению.
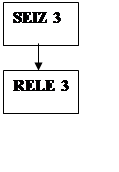
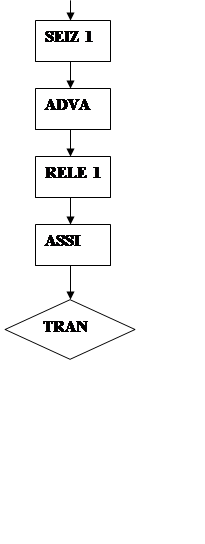
В начале алгоритма ставится оператор SIMU, необходимый для запуска модели на исполнение. Формирование входного потока, осуществляется блоком 1 (GENE). Далее блоком 2 (TRAN) производится безусловная передача обрабатываемого болта в блок 5 (SEIZ 1) (с меткой M1), т.е. захват обрабатываемого болта первым устройством (устройство 1) - моделируется передача обрабатываемого болта на участок цементации. Далее задержка в блоке 6 (ADVA) моделирует обработку болта на участке цементации. Блок 7 (RELE 1) выводит болт из устройства 1, моделирует вывод болта из участка цементации. Далее в блоке 8 (ASSI) параметр 1 [параметр болта (транзакта)] принимает значение времени прохождения болтом (транзактом) участка модели (М$1), соответствующему участку цементации.Далее блоком 9 (TRAN) производится безусловная передача обрабатываемого болта в блок 12 (SEIZ 2) (с меткой M2), т.е. захват обрабатываемого болта вторым устройством - моделируется передача обрабатываемого болта на участок закаливания. Далее задержка в блоке 13 (ADVA) моделирует обработку болта на участке закаливания. Блок 14 (RELE 2) выводит болт из устройства 2, моделирует вывод болта из участка закаливания. Далее в блоке 15 (ASSI) к параметру 1 прибавляется время прохождения транзактом участка модели (М$2), соответствующему участку закаливания. В блоке 16 (TEST) определяется условие: если величина параметра 1 больше или равна 20 мин., то болт вводится в этот блок; иначе болт отправляется (по метки N1) в блок 3 (SEIZ 3), т.е. захватывается устройством 3, блоком 4 (RELE 3) выводится из устройства 3, переходит в блок 5 (SEIZ 1) и т.д. При выполнении условия в блоке 16 (TEST), болт поступает в блок 17 (TEST), где определяется условие: если величина параметра 1 больше 25 мин., то болт вводится в этот блок; иначе болт отправляется (по метки N2) в блок 10 (SEIZ 4) , т.е. захватывается устройством 4, блоком 11 (RELE 4) выводится из устройства 4, переходит в блок 12 и (SEIZ 2) т.д. При выполнении условия в блоке 17, болт (транзакт) поступает в блок 18 (ТERM 1), который определяет число удаляемых транзактов. Затем управление передаётся оператору STAR 400, определяющему число прогонов модели. Далее следует оператор END, означающий окончание алгоритма.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.