В связи с этим и возникает задача поддержания температуры полосы у2на выходе из стана в заданных пределах.
Остывание полосы малой толщины, прокатанной из тяжеловесных слябов, обусловлено большим временем ее прокатки и большой площадью, через которую теряется тепло. Охлаждение полосы происходит за счет излучения тепла с поверхности передачи тепла валкам во время прокатки.
Из уравнения теплового баланса видно, что чем выше скорость прокатки, тем меньше падение температуры из-за потери тепла вследствие излучения с поверхности и контакта с валками. Кроме того, с увеличением скорости прокатки повышается количество тепла, выделяющегося в зоне валков и связанного с работой по преодолению сопротивления деформации металла. Следовательно, при достаточно высоких скоростях прокатки повышение количества выделяющегося при деформации тепла может компенсировать потери тепла на излучение и при контакте с валиками.
Существенное влияние на качество проката оказывают изменение входной толщины сляба x1и изменение механических свойств металла в процессе прокатки, которые проявляются в изменении давления на валки при повышении толщины сляба.
Скомпенсировать действие возмущений можно, изменив величину зазора между валками у3 с помощью нажимного устройства, на которое подается соответствующее управляющее воздействие U2, и изменив скорость вращения валков U1.
Аварийные ситуации возникают при нарушении ограничений на параметры технологического процесса, в частности при нарушении ограничения на зазор между валками, а именно, при y3<y3maxпроизойдет аварийный останов стана.
В момент захвата металла валки действуют на него с силой, под действием которой возникает сила трения. Сила трения разлагается на втягивающую и отталкивающую составляющие. Для осуществления захвата необходимо, чтобы втягивающая сила была больше отталкивающей. При y3>y3maxэто условие нарушается, и металл не будет захватываться валками.
(значения величин, полученные в ходе эксперимента, можно посмотреть в файле Prokat.xls)
Исследование АСУ на стационарность
АСУ в начале эксперимента:
 |
АСУ в конце эксперимента:
 |
Влияние изменения величины ![]() на
ТОУ:
на
ТОУ:
Влияние фактора ![]() на ТОУ:
на ТОУ:
Влияние фактора ![]() (толщины
сляба) на ТОУ:
(толщины
сляба) на ТОУ:
Влияние фактора ![]() (температуры
сляба) на ТОУ:
(температуры
сляба) на ТОУ:
Автоматизированное управление (управление в режиме советчика оператора).
 ТЭП 1 [Расчет среднего значения]
ТЭП 1 [Расчет среднего значения]
по ![]() (температура
проката): 6.0008;
(температура
проката): 6.0008;
ТЭП 2 [Расчет среднего значения и дисперсии]
по ![]() (температура
проката): 0.06846.
(температура
проката): 0.06846.
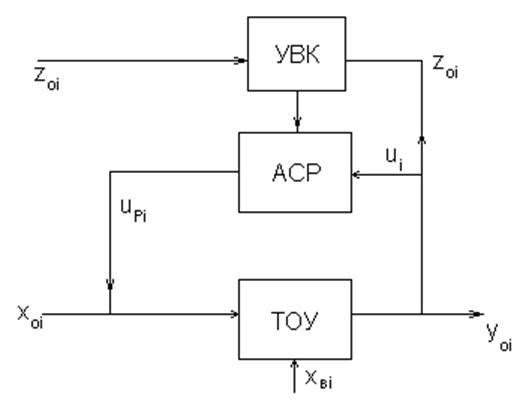
Упрощенная схема:
Автоматизированное управление (управление с помощью программируемых микроконтроллеров).
ТЭП 1 [Расчет среднего значения]
по ![]() (температура
проката): 6.0328;
(температура
проката): 6.0328;
ТЭП 2 [Расчет среднего значения и дисперсии]
по ![]() (температура
проката): 0.578469.
(температура
проката): 0.578469.
Упрощенная схема:
ЧИСЛО НЕЗАВИСИМЫХ ПЕРЕМЕННЫХ K = 4
OБЪEM ВЫБОРКИ N = 20
ИСХОДНЫЕ ДАННЫЕ: X1,X2,Y1
ТАБЛИЧНОЕ ЗНАЧЕНИЕ Т-КРИТЕРИЯ TKR = 2.093
ТАБЛИЦА HOMEPOB ИССЛЕДУЕМЫХ ФУНКЦИЙ
1 I 1
2 I 2
3 I 3
4 I 4
ДИСПЕРСИЯ Y = 0.498846E+00
ПАРАМЕТРЫ СТАНДАРТИЗАЦИИ XM И SX
1 .12000E+01 .59585E+00
2 .40800E+01 .10575E+01
3 .41200E+01 .11434E+01
4 .28280E+01 .84316E+00
ЭЛЕМЕНТЫ КОРРЕЛЯЦИОННОЙ МАТРИЦЫ
.100E+01
.780E-01 .100E+01
-.149E+00 .983E-01 .100E+01
-.375E-01 -.117E-01 -.114E-01 .100E+01
ЧИСЛО ОБУСЛОВЛЕННОСТИ МАТРИЦЫ V = .103597E+01
! ФУНКЦИИ,ВКЛЮЧЕННЫЕ В РЕГРЕС- ! ЗНАЧ.ПАРАМЕТРА ! ЗНАЧ. !
! СИОННОЕ УРАВНЕНИЕ ! РЕГРЕССИИ ! T-КРИТЕРИЯ !
! ! ! !
! 1 ! .3940685E+00 ! 19.543 !
! 2 ! .3393041E+00 ! 16.948 !
! 3 ! .8344005E+00 ! 41.331 !
! 4 ! .2507350E+00 ! 12.630 !
ОСТАТОЧНАЯ ДИСПЕРСИЯ = 0.372876E-02
ОСТАТОЧНАЯ СУММА КВАДРАТОВ = 0.59660E-01
ОТНОШЕНИЕ ДИСПЕРСИЙ F = 0.00747
КОЭФФИЦИЕНТ МНОЖЕСТВЕННОЙ КОРРЕЛЯЦИИ = 0.997
GAMMA = 11.57
КОЭФФИЦИЕНТЫ МОДЕЛИ В НАТУРАЛЬНОМ МАСШТАБЕ
B(1)= .467113E+00 B(2)= .226616E+00 B(3)= .515434E+00 B(4)= .210033E+00
B(5)= .219331E+01
----------------------------------------------------------
ДИСПЕРСИОННАЯ МАТРИЦА ПЛАНА
.153E+00
-.805E-02 .480E-01
.127E-01 -.498E-02 .417E-01
.414E-02 .414E-03 .906E-03 .742E-01
-.215E+00 -.167E+00 -.169E+00 -.220E+00 .231E+01
КОBАРИЦИОННАЯ МАТРИЦА КОЭФФИЦИЕНТОВ
.571E-03
-.300E-04 .179E-03
.473E-04 -.186E-04 .156E-03
.154E-04 .154E-05 .338E-05 .277E-03
-.802E-03 -.621E-03 -.631E-03 -.821E-03 .861E-02
ОЦЕНКИ КОЭФФИЦИЕНТОВ .46711 .22662 .51543 .21003 2.1933
Автокорреляционная функция имеет следующий вид:
![]()
D: {  }
}
Результат:
Точка 1: x1 = 3.000;
x2 = 0.5;
u1 = 3.5;
u2 = 2.297;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.