

9.1. Диагностика отказов.
Значительное расширение функций систем ЧПУ и возможностей оборудования оснащённого этими системами, привело к усложнению, как аппаратной, так и программной составляющей всего комплекса, что в значительной мере усложнило поиск и исправление неисправностей.
Для преодоления этих трудностей разработаны различные методы диагностики оборудования с ЧПУ. Диагностика может проводиться или после обнаружения неисправности, сопутствующей отказу какого-либо элемента, или в автоматическом режиме в процессе работы оборудования.
Первый метод предполагает следующие действия. После обнаружения неисправности (например, не срабатывание механизма смены инструмента или нет перемещения по какой-либо координате, хотя команда на перемещение была выдана и задана величина перемещения) вызывается ремонтная служба, которая подключает к системе специальное устройство с диагностической программой. Эта программа обнаруживает неисправность и выводит на экран сообщение о причине отказа и местоположение отказавшего элемента.
Второй метод заключается во встраивание диагностических программ в саму систему ЧПУ. Эта программа запускается или периодически, через определённые интервалы времени, или в момент включения системы. В процессе её работы на вход отдельных элементов посылается определённый сигнал. Заранее известна реакция этого элемента на данный сигнал. Проведя анализ выходного сигнала, устройство делает вывод, работает ли этот элемент нормально или он вышел из строя.
Фирма производитель системы и станка разрабатывает отдельные диагностические программы для обнаружения неисправностей, как для самой системы, так и узлов станка. При этом подготавливается список возможных неисправностей с их кодами, выводимыми в виде сообщения на экран, когда случается данная неисправность. Некоторые сообщения являются предупредительными, которые рекомендуют оператору выполнить какие-либо действия без прерывания рабочего цикла. Другие сообщения относятся к аварийным сообщениям, когда работа оборудования блокируется. Эти сообщения содержат код отказа и причину его появления. Для исправления такого отказа необходимо обратиться к инструкции, где описывается процедура ремонта.
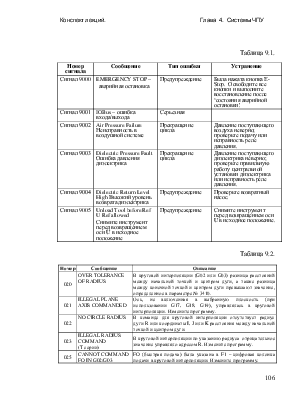
Ниже в таблице 9.1. приводятся примеры некоторых сообщений, выводимых на экран для электроэрозионного станка английской фирмы “Amchem”, а в таблице 9.2. сообщения по неисправностям системы ЧПУ фирмы “Fanuc”:
Таблица 9.1.
|
Номер сигнала |
Сообщение |
Тип ошибки |
Устранение |
|
Сигнал 9000 |
EMERGENCY Stop – аварийная остановка |
Предупреждение |
Была нажата кнопка E-Stop. Освободите все кнопки и выполните восстановление после ‘состояния аварийной остановки'. |
|
Сигнал 9001 |
IOBus – ошибка входа/выхода |
Серьезная |
|
|
Сигнал 9002 |
Air Pressure Failure Неисправность в воздушной системе |
Прекращение цикла |
Давление поступающего воздуха неверно; проверьте подачу или исправность реле давления. |
|
Сигнал 9003 |
Dielectric Pressure Fault Ошибка давления диэлектрика |
Прекращение цикла |
Давление поступающего диэлектрика неверно; проверьте правильную работу центральной установки диэлектрика или исправность реле давления. |
|
Сигнал 9004 |
Dielectric Return Level High Высокий уровень возврата диэлектрика |
Предупреждение |
Проверьте возвратный насос. |
|
Сигнал 9005 |
Unload Tool before Ref U Ref allowed Снимите инструмент перед возвращением оси U в исходное положение |
Предупреждение |
Снимите инструмент перед возвращением оси U в исходное положение. |
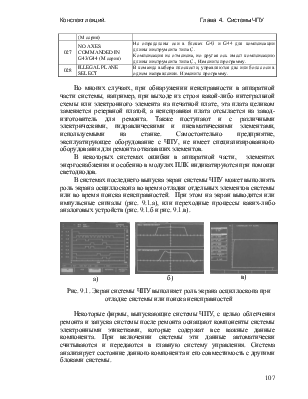
Таблица 9.2.
|
Номер |
Сообщение |
Описание |
|
020 |
OVER TOLERANCE OF RADIUS |
В круговой интерполяции (G02 или G03) разница расстояний между начальной точкой и центром дуги, а также разница между конечной точкой и центром дуги превышают значение, определенное в параметре № 3410. |
|
021 |
ILLEGAL PLANE AXIS COMMANDED |
Ось, не включенная в выбранную плоскость (при использовании G17, G18, G19), управлялась в круговой интерполяции. Измените программу. |
|
022 |
NO CIRCLE RADIUS |
В команде для круговой интерполяции отсутствует радиус дуги R или координаты I, J или K расстояния между начальной точкой и центром дуги. |
|
023 |
ILLEGAL RADIUS COMMAND (T серии) |
В круговой интерполяции по указанию радиуса отрицательное значение управляло адресом R. Измените программу. |
|
025 |
CANNOT COMMAND FO IN G02/G03 (M серия) |
FO (быстрая подача) была указана в F1 – цифровая колонка подачи в круговой интерполяции. Измените программу. |
|
027 |
NO AXES COMMANDED IN G43/G44 (M серия) |
Не определены оси в блоках G43 и G44 для компенсации длины инструмента типа С. Компенсация не отменена, но другая ось имеет компенсацию длины инструмента типа С., Измените программу. |
|
028 |
ILLEGAL PLANE SELECT |
В команде выбора плоскости, управляются две или более оси в одном направлении. Измените программу. |
Во многих случаях, при обнаружении неисправности в аппаратной части системы, например, при выходе из строя какой-либо интегральной схемы или электронного элемента на печатной плате, эта плата целиком заменяется резервной платой, а неисправная плата отсылается на завод-изготовитель для ремонта. Также поступают и с различными электрическими, гидравлическими и пневматическими элементами, используемыми на станке. Самостоятельно предприятие, эксплуатирующее оборудование с ЧПУ, не имеет специализированного оборудования для ремонта отказавших элементов.
В некоторых системах ошибки в аппаратной части, элементах энергоснабжения и особенно в модулях ПЛК индикатируются при помощи светодиодов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.