







Федеральное агентство по образованию
“МАТИ” - Российский государственный технологический университет
имени К. Э. Циолковского
Кафедра “Технология производства двигателей летательных аппаратов”
Выбор концевой фрезы
ДЛЯ выполнения обработки на СТАНКе С ЧПУ
Справочные и методические материалы к курсовому проектированию
по курсу Автоматизированное проектирование технологических
процессов для студентов специальности 160301 – Авиационные
двигатели и энергетические установки и специальности
160302 – Ракетные двигатели
Составитель В. А. Солдатов
Москва 2007
Допущено Учебно-методическим советом факультета №2
"Аэрокосмические конструкции и технологии"
в качестве методического пособия для студентов, обучающихся
по специальностям "Авиационные двигатели и
энергетические установки" и "Ракетные двигатели"
Солдатов В.А.
Выбор концевой фрезы для выполнения обработки на станке с ЧПУ: Справочные и методические материалы. - М.: МАТИ, кафедра ТПДЛА, 2007.- 22 с.
© Солдатов В.А.,2007
В большинстве случаев концевая фреза является наименее жёстким звеном технологической системы. Более низкая жёсткость проявляется в системе обычно только при обработке тонкостенных деталей или деталей маложёсткой конструкции.
Поэтому необходимо стремиться выбрать фрезу возможно большего диаметра с наименьшей длиной режущей части и с наименьшим вылетом.
При выборе учитывают:
1. Особенности формы поверхностей, подлежащих обработке, и их расположение.
2. Наименьшие значения радиусов вогнутых переходов поверхностей, подлежащих обработке.
3. Наличие и расположение несплошностей, разрывов поверхностей, подлежащих обработке.
4. Наибольшую высоту стенок обрабатываемого элемента детали.
5. Наибольшую величину перемещения фрезы в глубину детали при выполнении обработки.
6. Возможность образования зарезов или недорезов в местах резкого изменения формы поверхностей, подлежащих обработке.
7. Свойства материала обрабатываемой детали.
8. Наибольшие величины ширины фрезерования и глубины резания при обработке.
9. Характер обработки, выполняемой фрезой: обдирочная, черновая или чистовая.
10. Возможности отвода стружки.
1. Выбирают параметры фрезы, которые зависят от формы и размеров обрабатываемого участка детали:
· тип фрезы;
· диаметр фрезы;
· длину режущей части;
· общую форму режущей части фрезы в продольном сечении;
· радиус скругления режущих кромок и другие параметры, определяющие необходимую форму и размеры режущей части фрезы в продольном сечении.
2. Выбирают параметры, которые обеспечивают процесс резания материала детали:
· материал режущей части фрезы;
· число зубьев;
· заточку с ленточкой или наостро;
· геометрические параметры зубьев.
3. Выбирают параметры конструкции фрезы и вспомогательный инструмент для данных условий обработки:
· тип хвостовика фрезы;
· состав вспомогательного инструмента;
· вылет фрезы относительно переходной втулки или патрона;
· необходимый вылет собранного инструментального блока относительно торца шпинделя станка;
· направление вращения;
· угол наклона и направление стружечных канавок;
· расположение зубьев;
· сечение сердцевины;
· усилительный конус.
Концевую фрезу выбирают:
1. из таблиц справочника: Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник. – 2-е изд., - М.: Машиностроение, 1990. – 512 с., которые приведены без изменения их номеров.
2. из приведённых здесь таблиц с данными стандартных и нормализованных фрез;
3. из стандартов ГОСТ 17024-82, 17052-71 (СТ СЭВ 109-79), ГОСТ 17026-71 (СТ СЭВ 109-79) Фрезы концевые. Технические условия. Конструкция и размеры.
В условиях курсового проектирования в тех случаях, когда для выбранной фрезы величина вылета в таблице не приведена, рекомендуется использовать значение вылета, указанное для фрезы такого же диаметра и такой же конструкции в другой таблице.
Вспомогательный инструмент для фрезерного станка 6520Ф3-36 выбирают из таблицы Вспомогательный инструмент станка с учётом требования обеспечить наибольшую жёсткость крепления фрезы при малом вылете собранного инструментального блока.
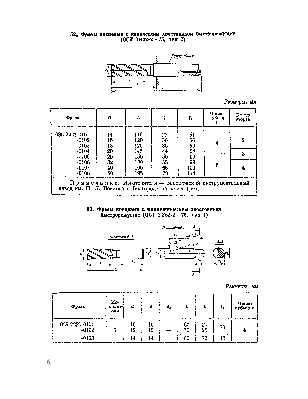
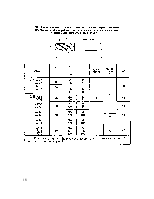
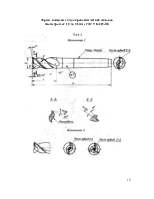
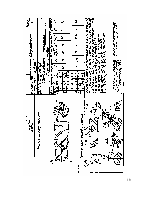
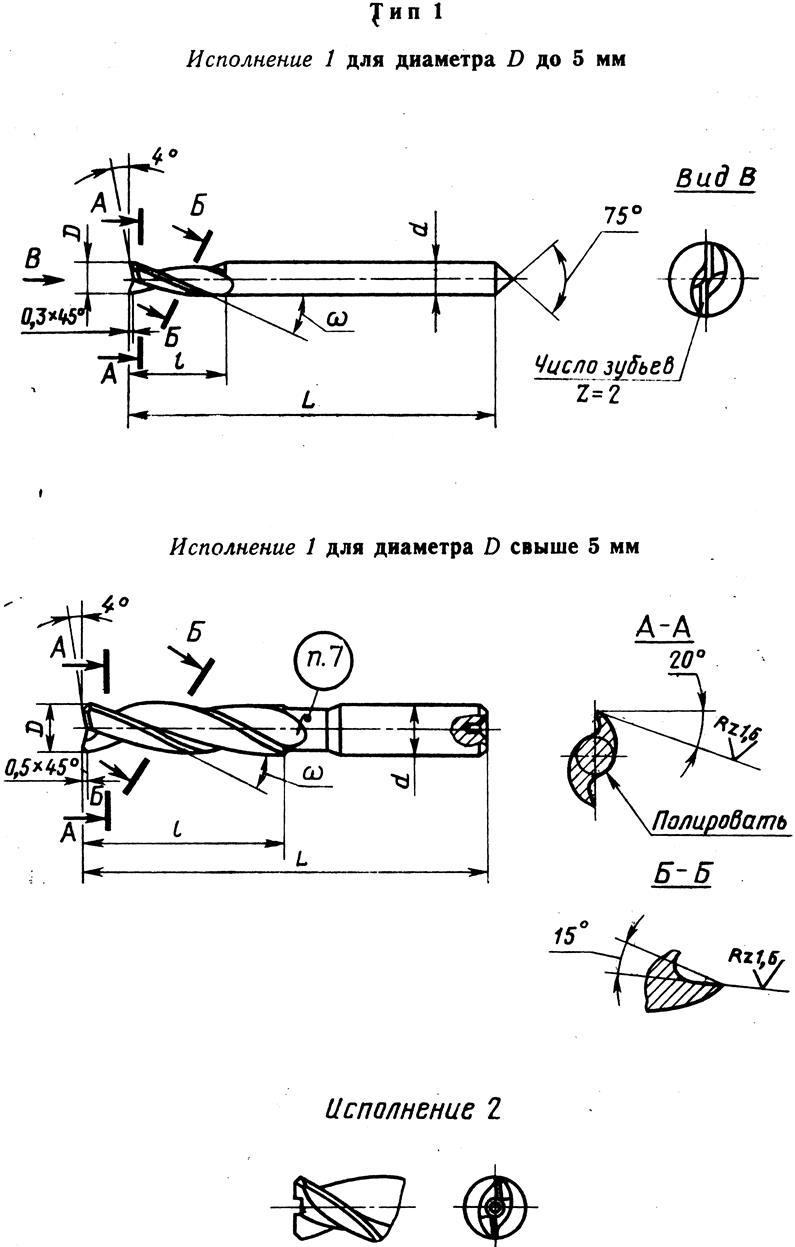
Фрезы концевые для обработки лёгких сплавов
диаметром от 1,5 до 50 мм (ГОСТ 16225-81)
Фрезы концевые для обработки лёгких сплавов
диаметром от 1,5 до 50 мм (ГОСТ 16225-81)
Тип 1
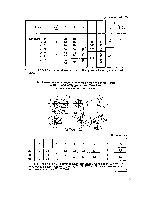
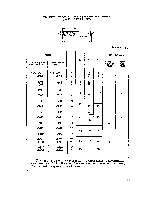
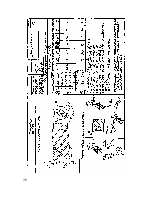
Фрезы концевые для обработки лёгких сплавов
диаметром от 1,5 до 50 мм (ГОСТ 16225-81)
Фрезы концевые для обработки лёгких сплавов
диаметром от 1,5 до 50 мм (ГОСТ 16225-81)
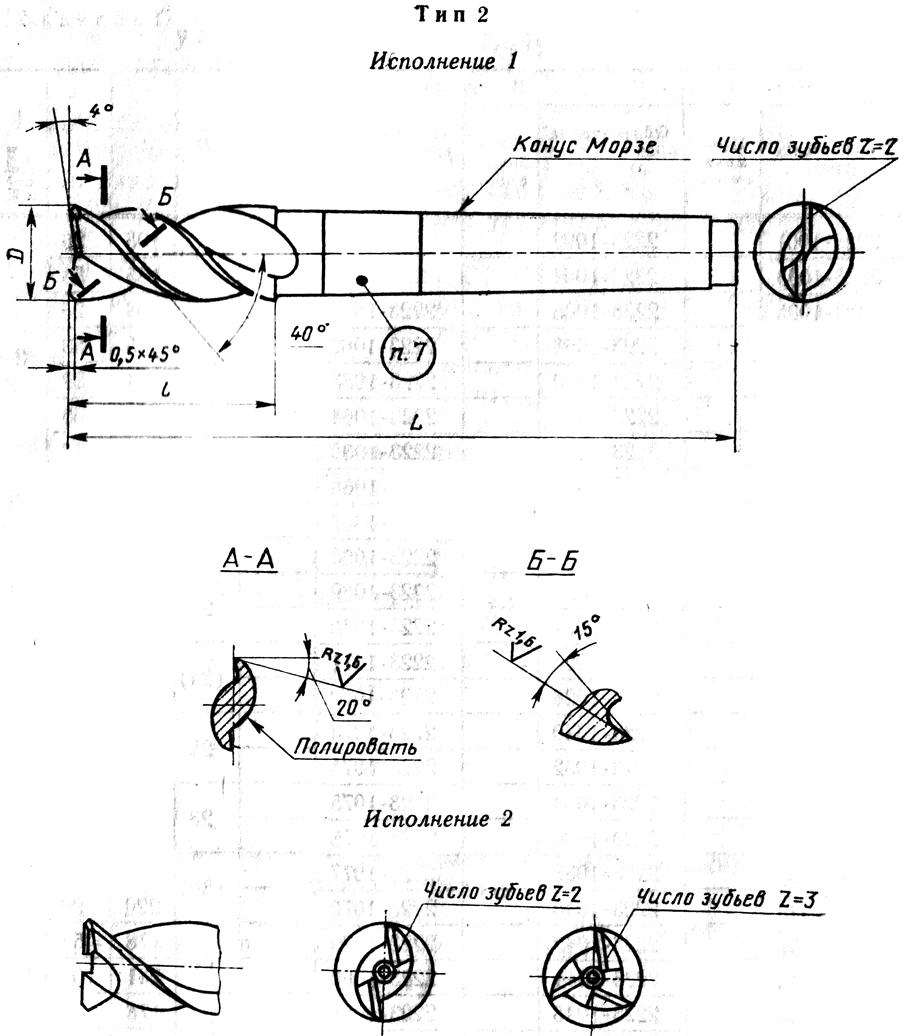
Тип 2
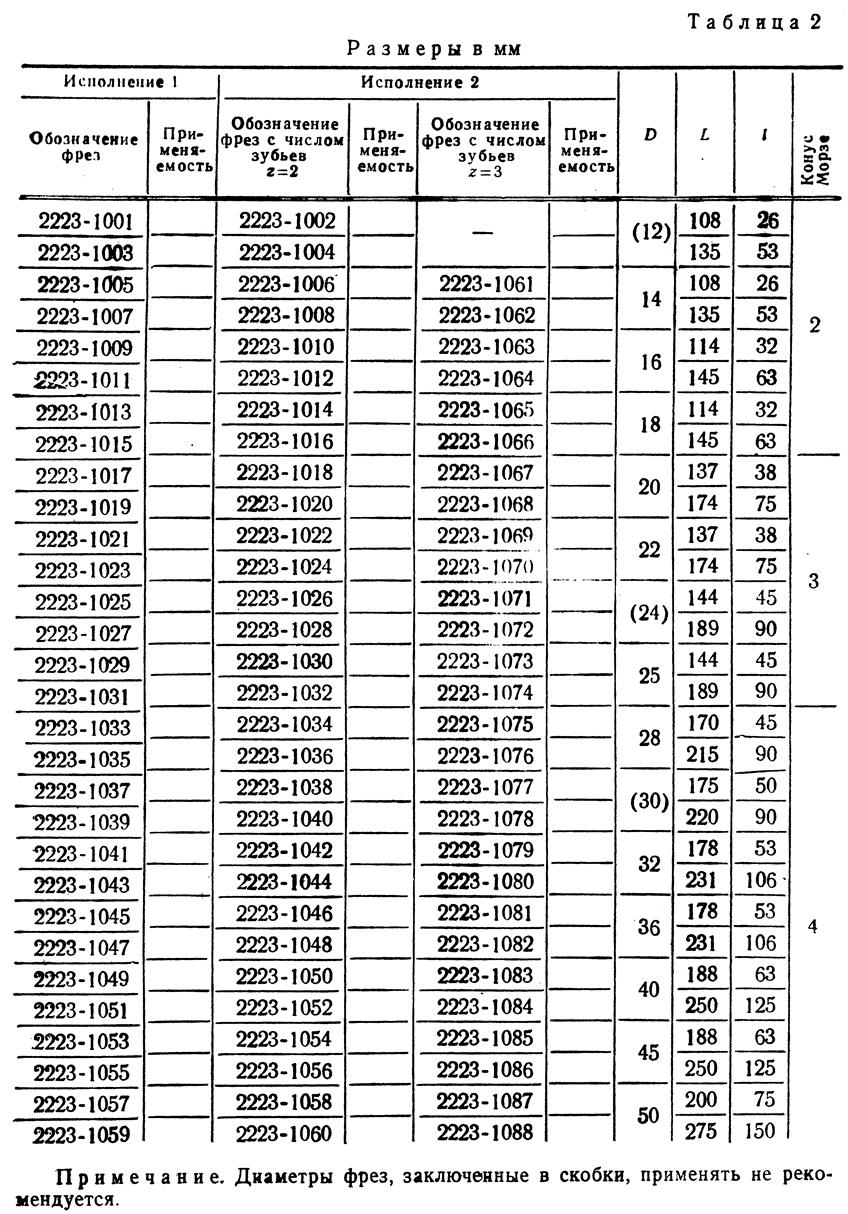
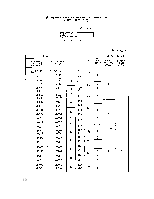
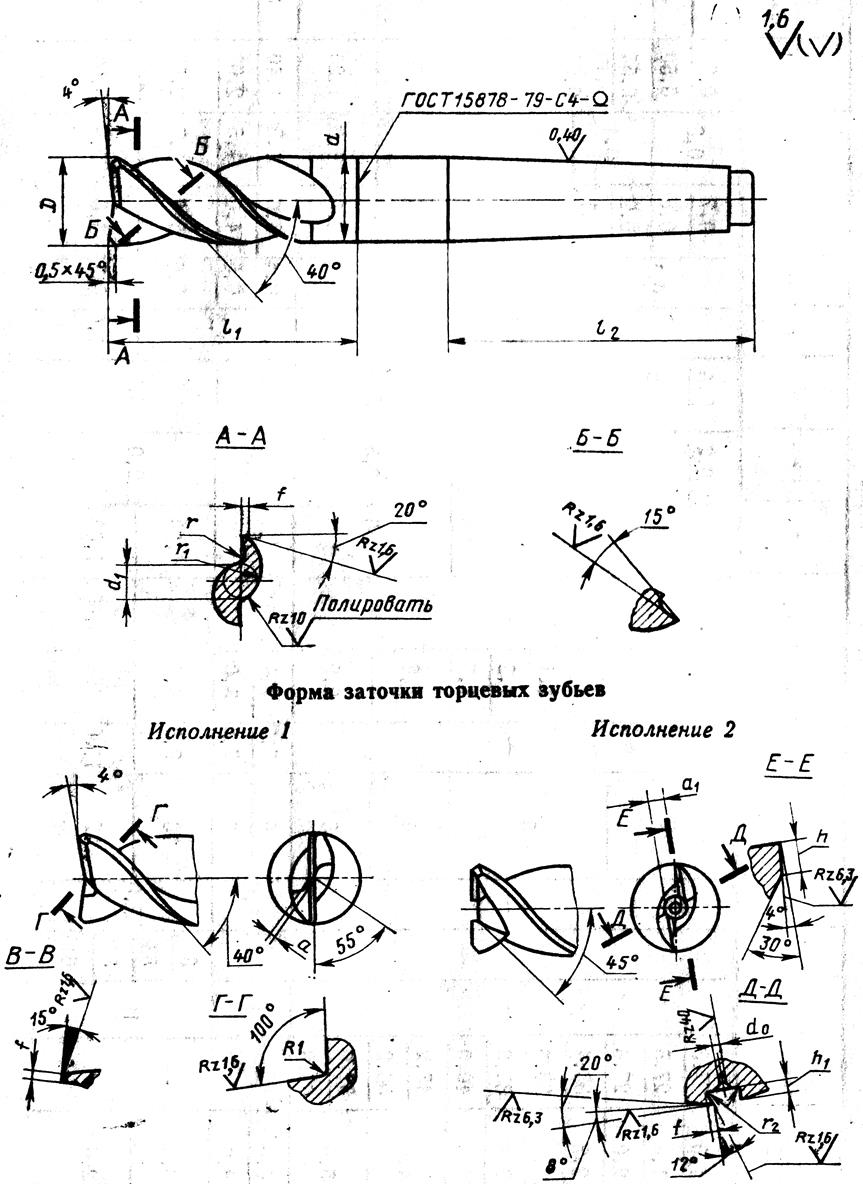
Фрезы концевые для обработки лёгких сплавов
диаметром от 1,5 до 50 мм (ГОСТ 16225-81)
Тип 2
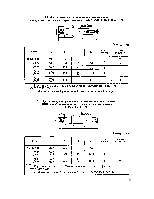
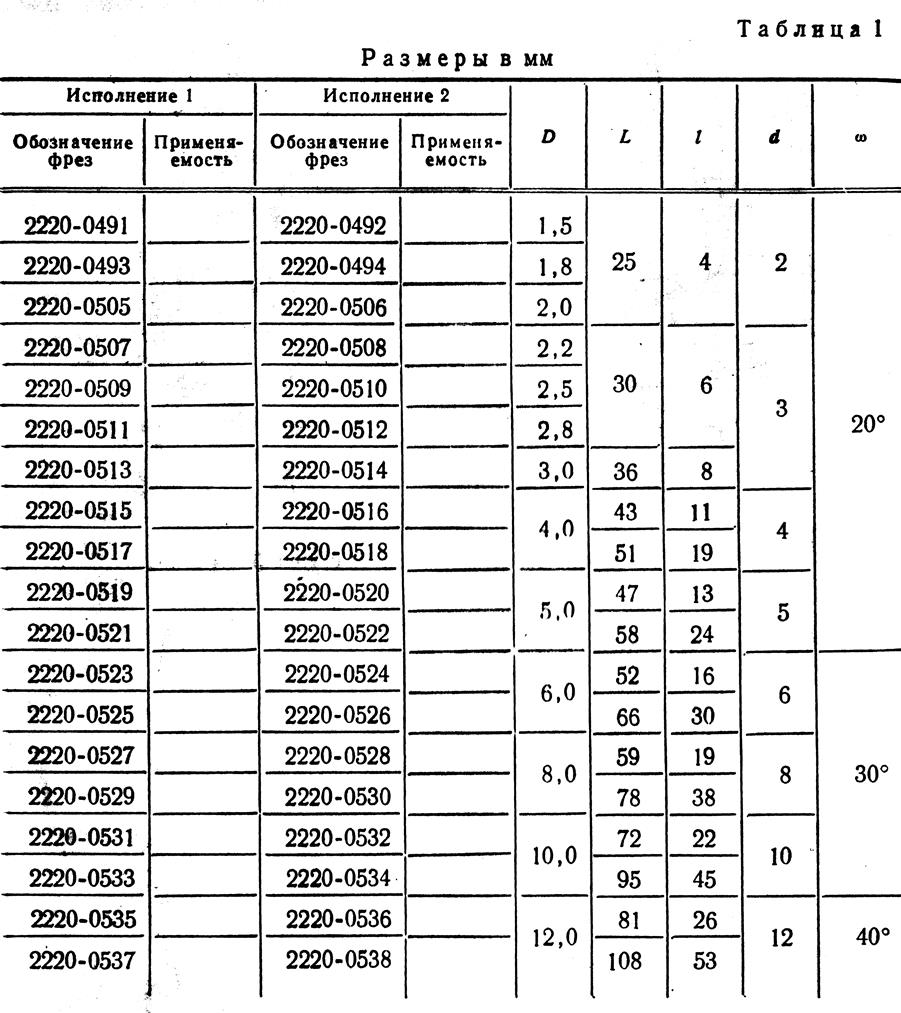
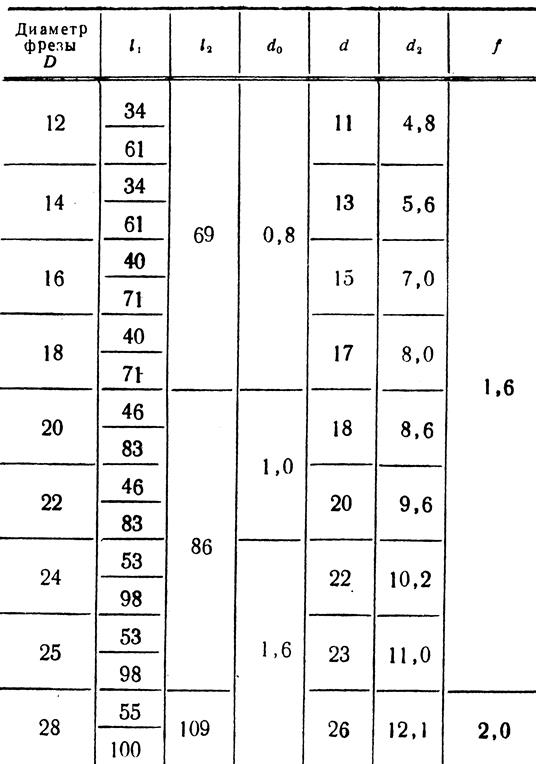
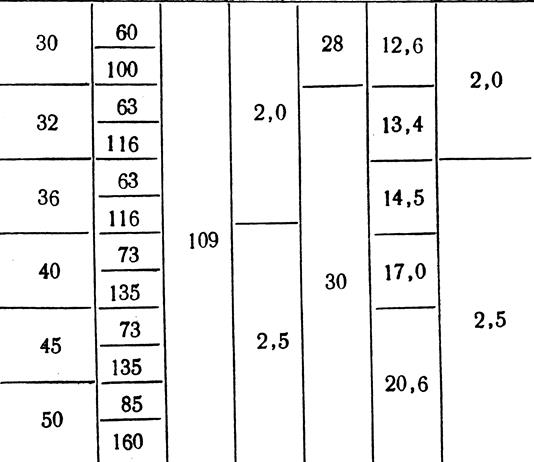
Фрезы концевые для обработки лёгких сплавов
диаметром от 1,5 до 50 мм (ГОСТ 16225-81)
Тип 2 Размеры в мм
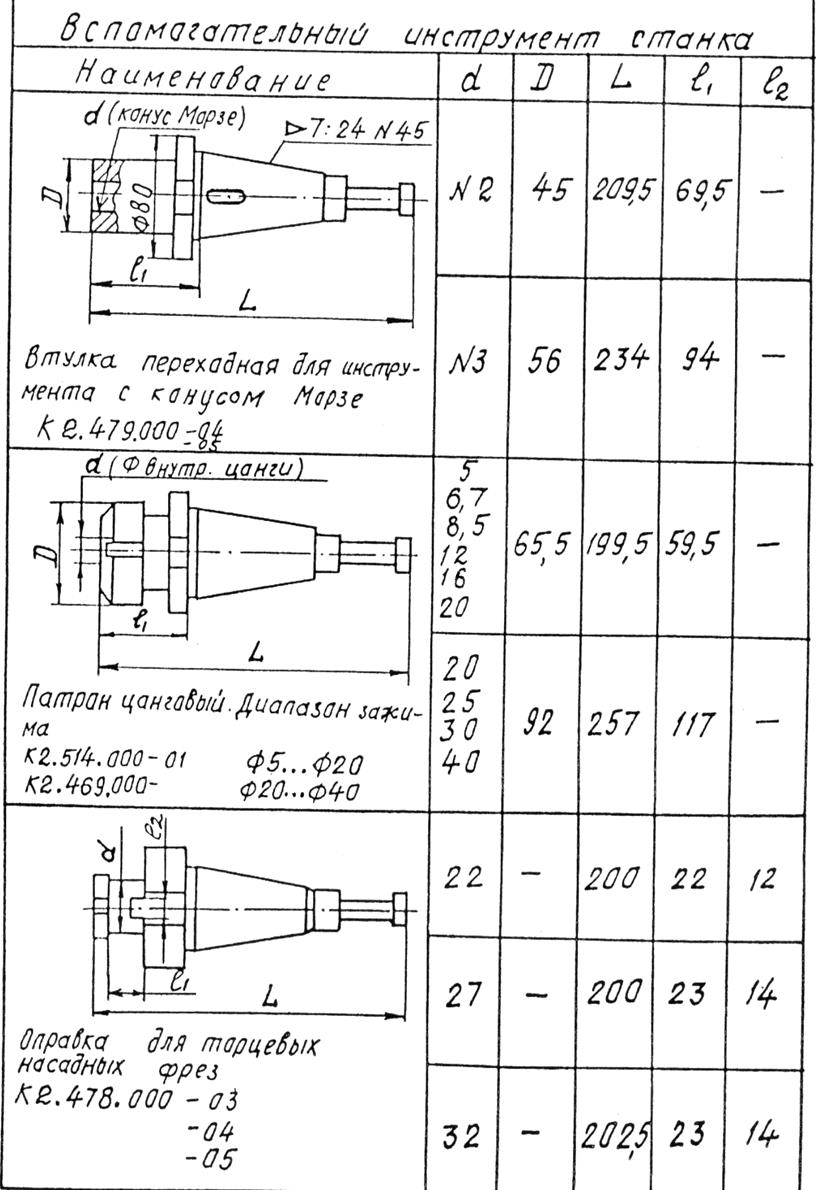
Примечание. Для патрона К2. 514. 000 - 01 используются дополнительные цанги с внутренним диаметром: 10, 11, 13, 14, 15, 17, 18, 19 мм.
Справочные и методические материалы
Солдатов Владимир Андреевич
Выбор концевой фрезы
ДЛЯ выполнения обработки на СТАНКе С ЧПУ
Подписано в печать
Бум. офсетная. Формат 60 × 84 1/16.
Гарнитура Таймс. Печать офсетная.
Усл. печ. л. Уч.- изд. л. Тираж экз.
Заказ №
Издательский центр МАТИ
109240, Москва, Берниковская наб.,14
Типография издательского центра МАТИ
109240, Москва, Берниковская наб.,14
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.