Третий метод нарезания наружной резьбы основан на использовании червячной фрезы (рис. 2.17.т). В процессе обработки заготовка и фреза вращаются с одинаковой частотой. Фрезерование выполняют при радиальном движении подачи вдоль координатной оси X. Таким методом можно нарезать как правую, так и левую резьбу. Одну и ту же фрезу используют для нарезания наружных резьб с одинаковым шагом на заготовке с различным наружным диаметром.
Преимуществом такого метода являются наибольшая производительность и возможность нарезания резьбы, расположенной за буртиком, или резьбы с очень коротким сбегом перед буртиком. Качество поверхности резьбы зависит от числа зубьев фрезы и шага резьбы. В процессе фрезерования резьбы червячной фрезой требуется точная синхронизация вращения инструментального шпинделя с вращением основного шпинделя, в котором закреплена заготовка.
Схема одного из методов фрезерования по спирали на торце заготовки показана на рис. 2.17.у. После ускоренного подвода концевой фрезы в исходную точку и врезания с движением подачи вдоль оси Z форма спирали образуется путем взаимосвязанного движения по двум полярным координатам: X и C.
Пример схемы обработки шнека, для которой необходимо одновременное взаимоувязанное движение сразу по трем координатам X, Z и C, показан на рис. 2.17.ф.
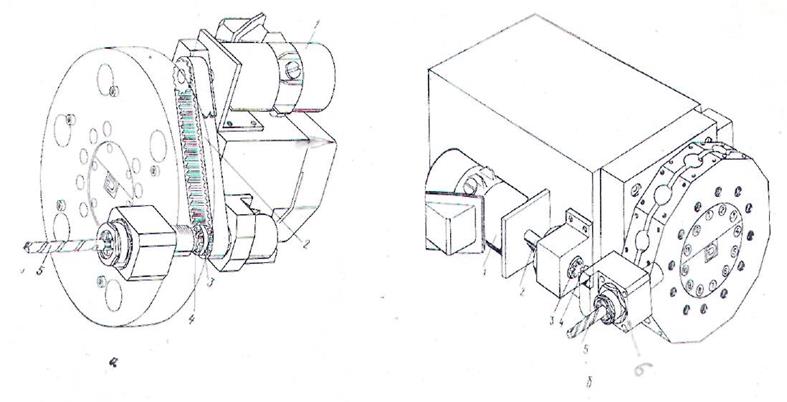
На рис. 2.18. показаны две возможные схемы привода инструмента в револьверной головке токарного многоцелевого станка.
|
|
Рис. 2.18. Возможные схемы привода инструмента в револьверной головке токарного многоцелевого станка.
Привод (рис. 2.18. а) состоит из электродвигателя 1 и ременной зубчатой передачи 2, ведомый шкив которой имеет полумуфту 3, соединяющуюся с полумуфтой 4 оправки вращающегося инструмента 5. На рис. 2.18.б показана револьверная головка с приводом вращающихся инструментов, установленных по периферии головки. Электродвигатель / установлен на боковой поверхности корпуса револьверной головки. Полумуфта 3 вала 2 электродвигателя соединяется с полумуфтой 4 угловой державки вращающегося инструмента 5.
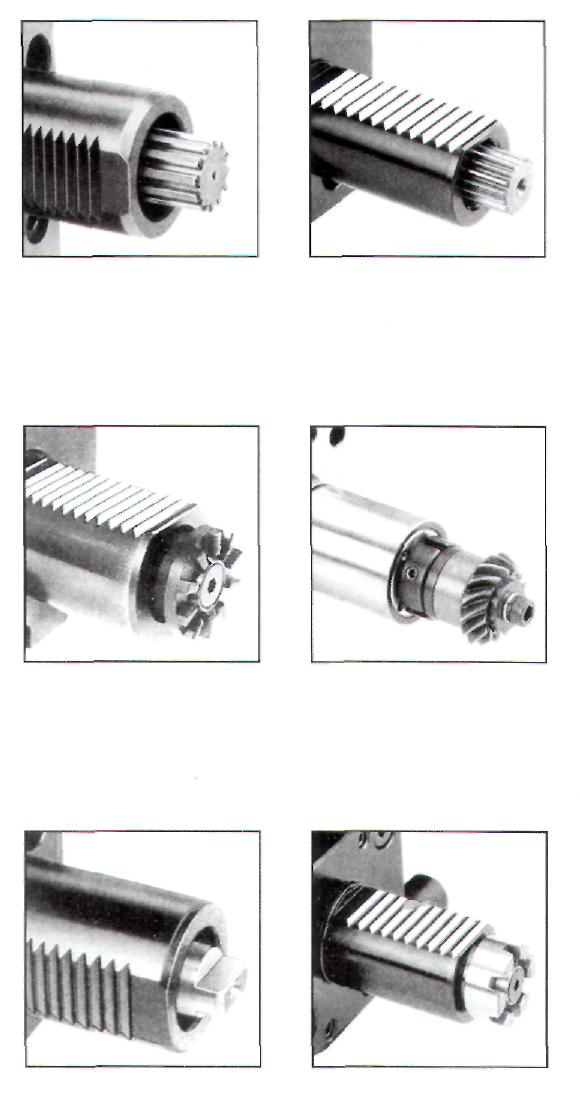
Привод инструмента в таких конструкциях может осуществляться с помощью следующих типов зацеплений, представленных на рис.2.19. Могут использоваться шлицевые зацепления, торцевые зубчатые зацепления, спиральные зубчатые колёса и т.п.
|
|
Рис. 2.19. Типы зацеплений с вращающимся инструментов в револьверной головке токарного многоцелевого станка
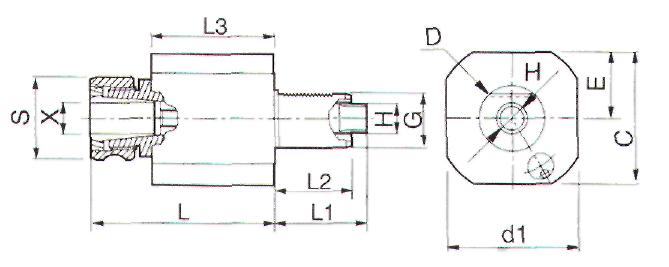
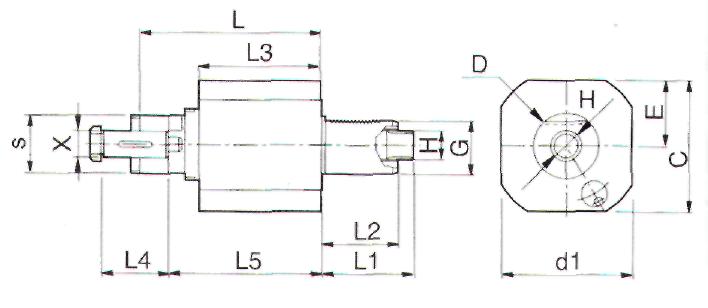
Ниже показаны общие виды различных резцедержателей с цилиндрическими хвостовиками и рифленой лыской для приводного инструмента, используемого на токарном многоцелевом станке (Рис. 2.20., 2.21. и 2.22.)
|
|
Рис. 2.20. Общий вид осевого резцедержателя с цилиндрическим хвостовиком и цанговым зажимом.
|
|
Рис. 2.21. Общий вид осевого резцедержателя с цилиндрическим хвостовиком для дисковых фрез
|
|
Рис. 2.22. Общий вид радиального резцедержателя с цилиндрическим хвостовиком
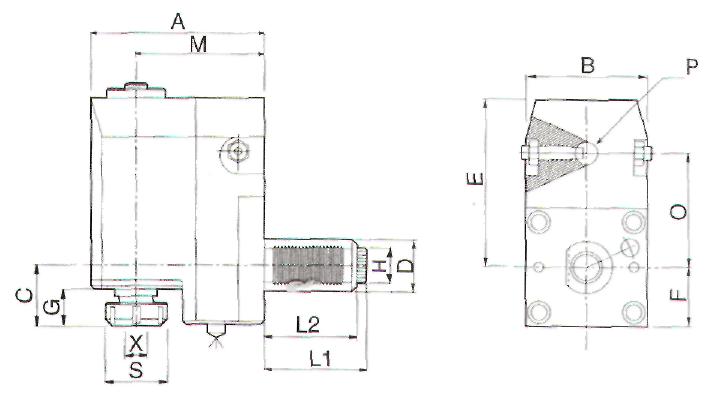
На рис. 2.23 приведены примеры конструкции прямой и угловой вращающихся головок с цанговыми патронами. В прямой головке для передачи вращения служит коническая шестерня 6, которая устанавливается на шлицах на шпинделе 2 (рис. 2.23, а) и закрепляется винтом 7. Шпиндель 2 имеет на переднем конце радиально-упорный подшипник 8 и на заднем конце два подшипника — упорный 3 и радиальный 4. Натяг подшипников осуществляется гайкой 5. Для уплотнения служит манжета 9. Передний конец шпинделя 2 имеет коническое отверстие, в котором располагается цанга 10. Закрепление и раскрепление цанги производится гайкой 11. Подача СОЖ в зону резания осуществляется через сопло 1.
В угловой головке (рис. 2.23, б) ось вращения инструмента перпендикулярна оси цилиндрического хвостовика. Коническая шестерня 1 приводит во вращение вал-шестерню 2, которая через коническую шестерню 11 передает вращение на шпиндель инструмента 6. Конструкция вала-шестерни угловой головки унифицирована со шпинделем прямой головки.
Шпиндель инструмента вращается в радиально-упорных подшипниках 5 и 7, которые натягиваются гайкой 4. Гайка закрыта крышкой 3. Манжета 10 предотвращает попадание СОЖ и грязи в шпиндельный узел. Цанга 8, расположенная в коническом отверстии шпинделя 6, закрепляется и раскрепляется гайкой 9. Для подвода СОЖ имеется сопло (на рисунке не показано). Свободные позиции в револьверной головке для предотвращения их от загрязнения закрываются пробками.
Преимущества такой системы вспомогательного инструмента: применение стандартного инструмента; использование унифицированных блоков; технологичность базовых поверхностей заменяемых элементов; надежность закрепления режущего инструмента; возможность установки блока вращающейся головки в любом гнезде револьверной головки; возможность автоматической переналадки для обработки другой детали.
Недостатки: большая масса заменяемых элементов (блока— 3,5 кг; головки—8—10 кг); малая емкость инструментальных магазинов (20—40 шт.); сложность конструкции вращающихся головок (типа шпиндельных узлов); ограниченные возможности сверлильно-фрезерной обработки из-за малых диаметров подшипников во вращающихся головках.
Рис. 2.23. Вращающиеся головки с цанговыми патронами:
а — прямая, б — угловая
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.