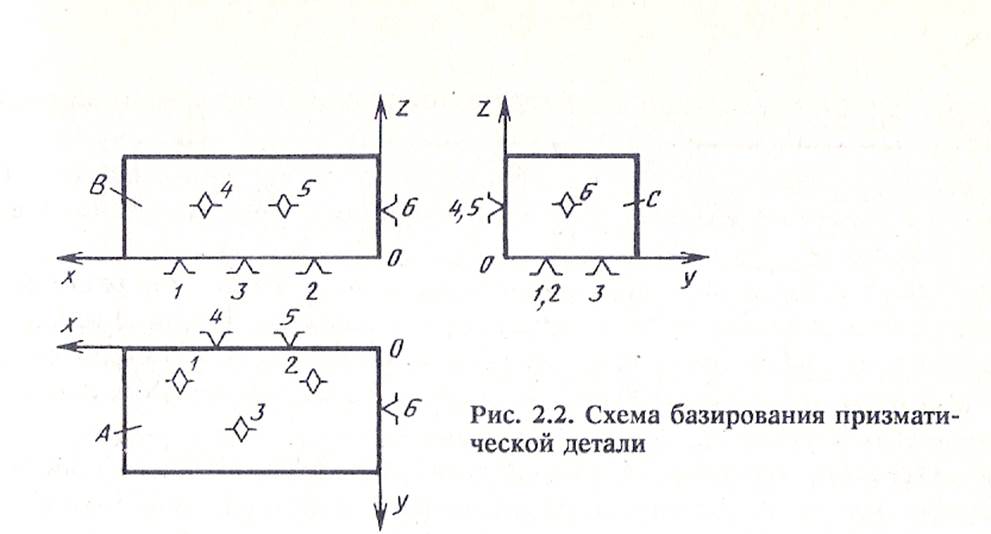
Установочная база лишает заготовку трех степеней свободы: перемещения вдоль одной координатной оси OZ и поворотов вокруг двух других осей – OX и OY.
Направляющая база лишает заготовку двух степеней свободы: перемещения вдоль одной координатной оси OY и поворота вокруг другой OZ.
Опорная база лишает заготовку одной степени свободы: перемещения вдоль одной координатной оси OX или поворота вокруг той же оси.
3) Классификация баз по характеру их проявления.
По характеру проявления различают явные (реальные) и скрытые (условные) базы (рис. 2.3).
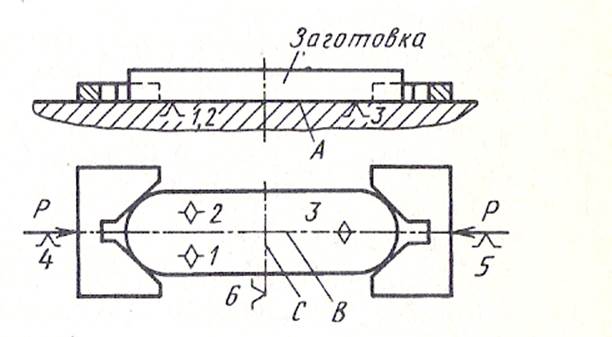
Рис. 2.3. Явные и скрытые технологические базы: А – установочная явная база; В, С – направляющая и опорные скрытые базы; 1…6 – опорные точки.
Явная база – база заготовки в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытая база – база заготовки в виде воображаемой плоскости, оси или точки.
2.3. Выбор технологических баз
Общие требования к технологическим базам. Установочной базой обычно служит наибольшая поверхность заготовки, позволяющая разместить три опорные точки не на одной прямой и не большом расстоянии друг от друга.
Наиболее протяженную поверхность используют для направляющей базы, контактирующей с двумя опорными точками. Для опорной базы, находящейся в контакте с одной опорной точкой, можно использовать поверхность любых размеров и формы при условии отсутствия на ней дефектов (литников, заусенцев, литейных и штамповочных швов). Каждая из указанных баз определяет положение заготовки в направлении, перпендикулярном к этой базе, т.е. в направлении одной из осей системы координат.
При установке заготовки в приспособление или на станке в ряде случаев нет необходимости в полной ориентации заготовок в пространстве с использованием всего комплекта из трех баз, несущих шесть опорных точек. Число опорных точек определяется операцией, прежде всего числом выдерживаемых в ней операционных размеров и их расположением по отношению к осям координат. От этого зависит число баз, необходимых для базирования заготовки, а следовательно и число опорных точек.
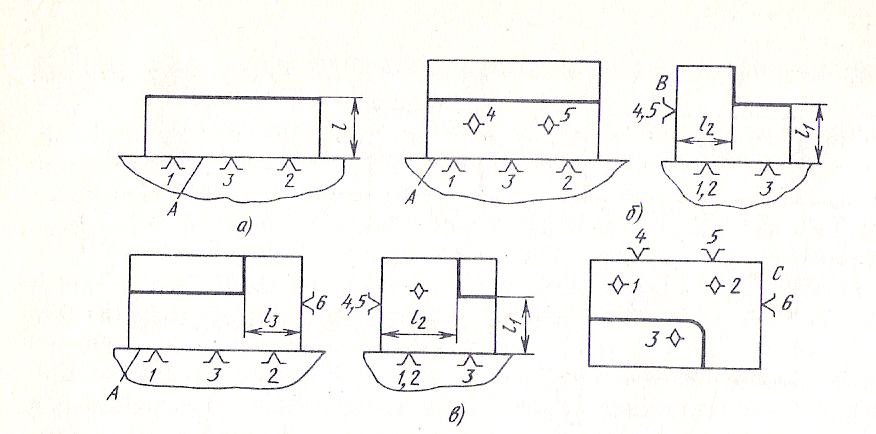
Рис. 2.4. Обработка детали при использовании одной (а), двух (б) и трех (в) баз: А, В, С – установочная, направляющая и опорная базы; 1…6 – опорные точки.
Так, например, при обработке плоскости призматической заготовки (рис. 2.4, а) ее ориентировка на станке в направлении горизонтальных осей координат для получения размера l не требуется, поэтому боковые поверхности заготовки теряют значения баз. В данном случае требуемая ориентировка заготовки осуществляется только одной установочной базой А, а ее боковые поверхности используются только для закрепления и в базировании заготовки не участвуют.
Для получения у заготовки двух размеров l1 и l2 (рис. 2.4, б) возникает необходимость ее ориентировки не только с помощью установочной базы А, но так же и направляющей базы В. Если при обработке требуется выдержать три размера l1, l2 и l3 в разных координатных плоскостях (рис. 2.4, в), то для ориентировки заготовки необходимо использовать весь комплект из трех баз, т.е. поверхности А, В и С.
Технологическая база, служащая для установки заготовки на 1-ой механической обработки, называется первой.
Чистовая база – обрабатываемая поверхность заготовки, служащая в качестве технологической базы.
Основная технологическая база – поверхности деталей, предусмотренные конструкцией (предоставлены на чертеже)
Искусственная технологическая база – создана технологом специально, в случае, если нельзя использовать в качестве технологической базы поверхности конструкции.
Назначение технологических баз. При назначении технологических баз руководствуются принципами совмещения и постоянства баз.
Принцип совмещения (единства) баз – стремление к совмещению технологической базы с конструкторской и измерительными базами. При совмещении конструкторской, технологической и измерительной баз обработка заготовки (детали) осуществляется по размерам, проставленным в рабочем чертеже детали, с использованием всего поля допуска на размер, предусмотренный конструктором.
Если технологическая база не совпадает с конструкторской и измерительной базами, технолог вынужден производить замену размеров, проставленных в рабочем чертеже от конструкторских и измерительных баз, более удобными для обработки технологическими размерами, проставленными непосредственно от технологических баз. В этом случае неизбежен пересчет размеров и ужесточение допусков на размеры, выдерживаемые при обработке заготовки, а это приводит к удорожанию процесса обработки и снижению его производительности.
Принцип постоянства технологических баз – стремление к использованию одной и той же технологической базы для обработки заготовки (детали) и на последующих операциях.
Стремление осуществить обработку заготовки от одной и той же технологической базы объясняется тем, что любая смена технологической базы увеличивает погрешность взаимного расположения поверхностей, обработанных от различных технологических баз, дополнительно внося в нее погрешности взаимного расположения самих технологических баз, от которых производиться обработка поверхностей. Принцип постоянства баз реализуется при обработке деталей в центрах, при обработке пера и замка лопатки ротора турбины от так называемых «плоских» баз (рис. 2.5).
Сохранение технологической базы постоянной при обработке заготовок на различных операциях чрезвычайно желательно, однако на практике встречаются случаи, когда выполнение этого требования может привести к чрезмерному усложнению конструкции приспособления и его удорожанию.
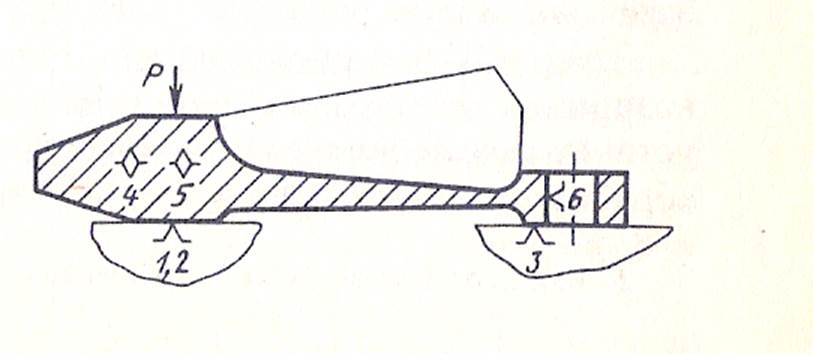
Рис. 2.5. Обработка пера и замка лопатки ротора турбины с использованием постоянных «плоских» баз в штампованной заготовке
2.4. Закрепление заготовки
В процессе обработки заготовка (деталь) соответственно сориентирована, должна быть неподвижной. Это достигается ее закреплением в приспособлении или на станке. Во всех случаях закрепленная заготовка должна быть лишена шести степеней свободы.
С этой целью применяются разнообразные зажимные устройства.
Следует отметить, что чем меньше число баз и опорных точек, используемых при базировании заготовок, тем проще, производительнее и дешевле получается конструкция приспособлений.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.