
ВВЕДЕНИЕ
В
настоящее время станки с числовым программным управлением распространены весьма
широко, начиная от малых предприятий с небольшим парком станков и кончая
большими производственными объединениями. Действительно, весьма трудно найти ту
область машиностроения, где еще не используются уникальные возможности этого
оборудования. Поэтому каждый специалист в области машиностроения должен хорошо
представлять то, что дает производству применение этого весьма
интеллектуального оборудования.
Технолог должен понимать сущность ЧПУ для оптимального проектирования
технологического процесса, выбора оборудования, оснастки и режущего
инструмента. Инженеры, контролирующие качество изготовления, обязаны знать
станки с ЧПУ для того, чтобы умело применять контрольно-измерительную
аппаратуру и правильно планировать будущий процесс проведения контроля
качества. Управляющий персонал должен быть знаком с технологией ЧПУ для
разработки планов загрузки оборудования. Администраторы, диспетчеры и
руководители групп должны понимать сущность технологии ЧПУ для того, чтобы
разговаривать с операторами станков с ЧПУ "на одном языке". Наконец
программисты, операторы-наладчики и другой персонал цехов просто обязаны иметь
глубокий уровень знаний об оборудовании с ЧПУ.
В предлагаемом конспекте лекций по курсу "Оборудование с ЧПУ и
ГПС" вкратце представлены почти все разделы читаемого курса. Первая глава
конспекта лекций раскрывает принципиальное отличие оборудования с ЧПУ от других
видов программного управления. Рассматриваются основные преимущества
оборудования с ЧПУ. Вторая глава посвящена специфике подготовки управляющих
программ для обработки деталей на станках с ЧПУ. В третьей главе
рассматриваются компоновки и конструктивные особенности станков с ЧПУ различного
типа: токарных, фрезерных, многоцелевых станков, оборудования заготовительного
производства, станков для лазерной обработки и т.п.
Четвёртая глава касается систем ЧПУ. Основное внимание уделено системам, построенным на основе микропроцессорных ЭВМ, то есть системам типа CNC. Рассматриваются отдельные элементы таких систем и основные их
3
отличия от систем с аппаратной реализацией алгоритма. Пятая глава посвящена промышленным роботам, их техническим показателям, анализу роботов первого и второго поколений, проблемам создания роботов третьего поколения, оснащенных системами искусственного интеллекта. В шестой главе кратко рассматриваются элементы гибких производственных систем.
В настоящее время издано много литературы, относящейся к перечисленным вопросам. Однако единого и полного учебного пособия для изучения всего комплекса проблем оборудования с ЧПУ до сих пор нет. Все книги и даже учебные пособия посвящены или очень узким техническим вопросам, или адресованы инженерам-специалистам, работающим в данной области и имеющим уже достаточный опыт. Большая часть учебных пособий предназначена для глубокого изучения студентами специальностей «Автоматика», «Робототехника» и др., которые ранее познакомились с основами ЧПУ и нуждаются в углубленной проработке каких-либо разделов.
Данный конспект лекций ставит своей целью объединить все необходимые сведения об оборудовании с ЧПУ в относительно небольшом объёме курса лекций, читаемого студентам дневного и вечернего отделений специальностей "Двигателестроение" и "Самолетостроение".
В качестве примеров разработки управляющих программ были использованы некоторые части курсовых работ студентов Автономова Д.Н., Соколова С.В. и Молоткова Д.С., которым автор выражает благодарность
ГЛАВА 1. ОБЩИЕ ПОНЯТИЯ
1.1. Аналоговая и числовая формы задания программ
Оборудование, работающее по предварительно рассчитанной и заложенной в него программе, относится к оборудованию с программным управлением. Программа может быть задана в аналоговой (физической), числовой или смешанной форме.
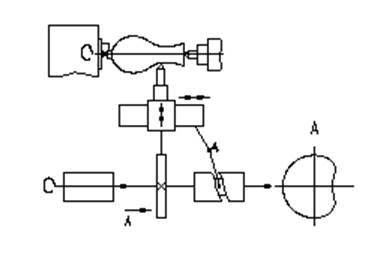
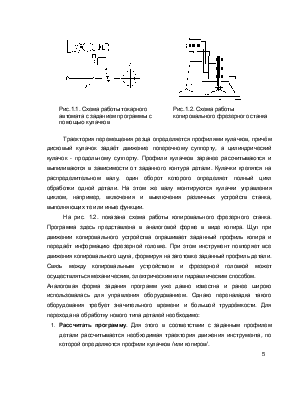
К аналоговой форме задания программ относят кулачки, копиры, упоры, конечные выключатели. На рис. 1.1. представлена схема работы токарного автомата с заданием программы с помощью кулачков.
4
|
|
|
||
|
Рис.1.1. Схема работы токарного автомата с заданием программы с помощью кулачков |
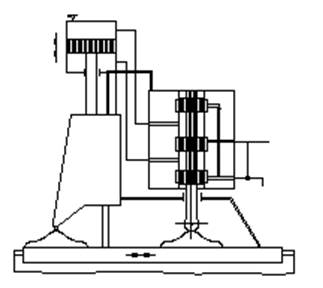
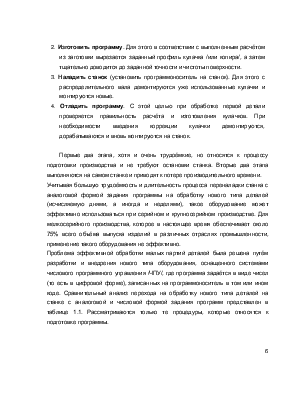
Рис.1.2. Схема работы копировального фрезерного станка |
||
Траектория перемещения резца определяется профилями кулачков, причём дисковый кулачок задаёт движение поперечному суппорту, а цилиндрический кулачок - продольному суппорту. Профили кулачков заранее рассчитываются и выпиливаются в зависимости от заданного контура детали. Кулачки крепятся на распределительном валу, один оборот которого определяет полный цикл обработки одной детали. На этом же валу монтируются кулачки управления циклом, например, включения и выключения различных устройств станка, выполняющих те или иные функции.
На рис. 1.2. показана схема работы копировального фрезерного станка. Программа здесь представлена в аналоговой форме в виде копира. Щуп при движении копировального устройства опрашивает заданный профиль копира и передаёт информацию фрезерной головке. При этом инструмент повторяет все движения копировального щупа, формируя на заготовке заданный профиль детали. Связь между копировальным устройством и фрезерной головкой может осуществляться механическим, электрическим или гидравлическим способом.
Аналоговая форма задания программ уже давно известна и ранее широко использовалась для управления оборудованием. Однако переналадка такого оборудования требует значительного времени и большой трудоёмкости. Для перехода на обработку нового типа деталей необходимо:
1. Рассчитать программу. Для этого в соответствии с заданным профилем детали рассчитывается необходимая траектория движения инструмента, по которой определяются профили кулачков /или копиров/.
5
2. Изготовить программу. Для этого в соответствии с выполненным расчётом из заготовки вырезается заданный профиль кулачка /или копира/, а затем тщательно доводится до заданной точности и чистоты поверхности.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.