

При снятых нижних половинках кожухов зубчатой передачи замеряют толщину буртов вкладышей моторно-осевых подшипников, которая должна быть не менее 22 мм. Замеряют осевой разбег тягового двигателя на оси колесной пары, который должен быть не более 5 мм. При большем разбеге тягового двигателя производят смену вкладышей моторно-осевых подшипников. Якорь двигателя должен свободно перемещаться вдоль своей оси.
Проверяют кожуха зубчатой передачи на отсутствие трещин и течи по уплотнениям. Течь масла устраняют заменой уплотнения или ремонтом кожухов.
Перед ремонтом стеклопластиковых .кожухов зубчатых передач производят их промывку горячей водой без применения каких-либо моющих средств. Удаляют дефектные резиновые и войлочные уплотнения.
Места под новые резиновые уплотнения и сами уплотнения зачищают и обезжиривают ацетоном. Приклейку резиновых уплотнений производят клеем 88Н или 88НП.
Поверхности кожуха, подлежащие ремонту, тщательно очищают от остатков масла и грязи чистыми сухими хлопчатобумажными концами.
Пробоины, вмятины или расслоения вырубают стамеской до полного удаления поврежденного материала. Поверхность кожуха вокруг разделанного места зачищают наждачным полотном или острым ножом на расстояние 30—40 мм. Подготовленные к ремонту поверхности очищают от мелкой стружки, частиц стеклопластика и пыли волосяной щеткой или чистыми концами, а затем промывают бензином «галоша» или Б-70 с последующей сушкой на воздухе (бензин можно заменить ацетоном).
Качество промытой и обезжиренной поверхности проверяют каплей воды, которая должна растекаться и смачивать ремонтируемый участок. При заделке сквозных пробоин со стороны, противоположной формовке, необходимо подложить металлическую или деревянную подкладку-модель, соответствующую форме кожуха.
Подготовку материала для ремонта ведут следующим образом. Стеклоткань в кусках просушивают при температуре 40°С в течение 48 ч. Просушенную ткань раскраивают на заготовки. Состав связующего вещества: эпоксидная смола ЭД-6—100 весовых частей, дибутилфталат—15 весовых частей, полиэтиленполиамин — 10 весовых частей. При подготовке связующего необходимо соблюдать порядок дозировки. Сначала в смолу вводят дибутилфталат и только после тщательного перемешивания вводят полиэтиленполиамин. Для понижения вязкости связующего (смолы) и лучшей пропитки стеклоткани в смолу добавляют ацетон в количестве 20% количества смолы. Пригодность смолы с введением добавок 40 мин. Приготовление эпоксидного компаунда необходимо производить под наблюдением работников лаборатории.
При заделке сквозных пробоин поверхность модели-кожуха во избежание прилипания смолы оклеивают с помощью солидола целлофаном или промасленной бумагой. На покрытую разделительным слоем поверхность модели-кожуха наносят первый слой связующего вещества и укладывают первый слой стеклоткани, которую разглаживают до удаления складок и воздушных пузырей. Первый слой ткани покрывают связующим веществом и снова укладывают стеклоткань. Каждый последующий слой должен быть больше предыдущего и укладываться с перекрышей.
При формовке необходимо следить за тщательной пропиткой стеклоткани и удалением пузырей. Отремонтированный кожух зубчатой передачи устанавливают на стеллаж до отвердения. По истечении 22—24 ч кожух снимают с модели с помощью деревянных клиньев и приспособлений. Отремонтированный кожух можно подвергать всем видам механической обработки. По окончании ремонта кожух зубчатой передачи проверяют на герметичность при заливке его водой.
При ремонте изделий из стеклопластика необходимо соблюдать правила техники безопасности. Зачистку изделия и приготовление связующего необходимо производить при температуре 18— 20°С. Ремонтный участок должен быть оборудован вытяжной вентиляцией, так как стружка и пыль при зачистке содержат стекло, которое, попадая на открытые участки кожи, вызывает зуд. На лице должна быть повязка из марли с ватой в середине.
Перед формовкой руки необходимо смазать пастой «Биологические перчатки» и подсушить в течение 2—3 мин на воздухе, а затем начинать работу. При длительной работе со смолой руки через каждые 1,5 ч необходимо вымыть теплой водой с мылом и смазать пастой. После окончания работ руки вымыть теплой водой с мылом. Посуду и инструмент моют горячей водой с содой.
Паста «Биологические перчатки» состоит из казеина — 19,7%, спирта этилового — 58,7%, глицерина— 19,7% и аммиака— 1,9%. Казеин замачивают в 3—4-кратном количестве воды и оставляют для набухания на 12—20 ч, после чего его отжимают от избытка воды и нагревают в водяной ванне с глицерином, аммиаком и спиртом до растворения. Полученный раствор фильтруют.
Снятые металлические кожуха зубчатых передач осматривают и определяют наличие трещин в боковинах и сварных швах, наполняя полость кожуха керосином. При обнаружении трещин их разделывают и заваривают на специальном кондукторе. Изношенные войлочные уплотнения заменяют.
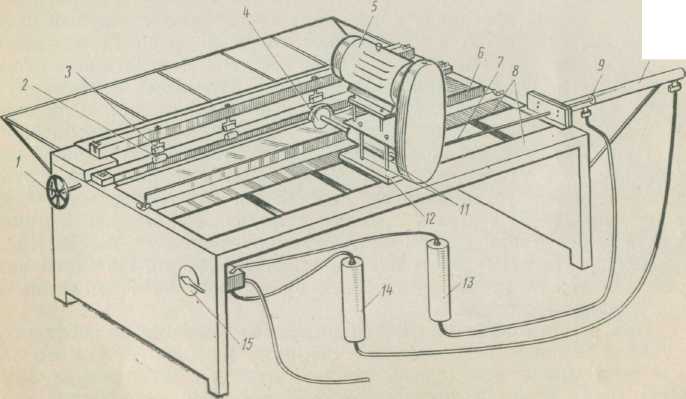
Резку войлока, идущего на изготовление уплотнений, производят на специальном станке.
|
|
|
ш |
|
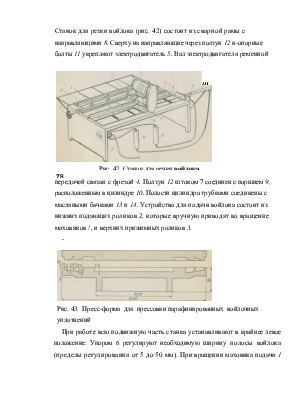
Рис. 42. Станок для речки войлока |
|
78 |
Станок для резки войлока (рис. 42) состоит из сварной рамы с направляющими 8. Сверху на направляющие через ползун 12 и-опорные болты 11 укрепляют электродвигатель 5. Вал электродвигателя ременной передачей связан с фрезой 4. Ползун 12 штоком 7 соединен с поршнем 9, расположенным в цилиндре 10. Полости цилиндра трубками соединены с масляными бачками 13 и 14. Устройство для подачи войлока состоит из нижних подающих роликов 2, которые вручную приводят во вращение маховиков /, и верхних прижимных роликов 3.
-
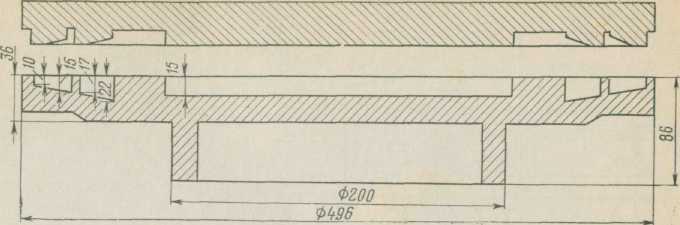 Рис. 43. Пресс-форма для прессовки
парафинированных войлочных уплотнений
Рис. 43. Пресс-форма для прессовки
парафинированных войлочных уплотнений
При работе всю подвижную часть станка устанавливают в крайнее левое положение. Упором 6 регулируют необходимую ширину полосы войлока (пределы регулирования от 5 до 50 мм). При вращении маховика подачи 1 ролики продвигают войлок до упора 6. Под давлением воздуха масло из бачка 13 поступает в левую полость цилиндра 10, давит на поршень 9, шток поршня 7 со всей подвижной частью перемещается вправо и фреза 4 при этом режет войлок. Для возвращения ползуна с электродвигателем в исходное положение маховик 15 переводят в положение Возврат. При этом сжатый воздух поступает в масляный бачок 14 и масло выжимается в правую полость цилиндра 10, давит на поршень 9 и вся подвижная система перемещается в левое исходное положение. Маховиком подачи 15 продвигают полосу войлока, и цикл повторяется.
После резки войлок пропитывают в смеси расплавленного парафина и горного воска. Пропитанный войлок прессуют в специальных пресс-формах (рис. 43) на гидравлическом прессе.
По окончании ревизии зубчатой передачи, осмотра и ревизии кожухов их ставят на место и закрепляют. Нижние половинки кожухов, снимавшиеся для ремонта, заправляют осерненной смазкой, изготовленной по ТУ32 ЦТ 006-68; летом — марки Л, зимой — марки 3 в количестве 4 кг в каждый кожух.
Если снимались и верхние половинки кожухов, то постановку их производят следующим образом. Устанавливают верхнюю половинку кожуха на зубчатое колесо и поворачивают его так, чтобы совпало отверстие бобышки и остова, после чего вставляют болт и заворачивают. Положение кожуха по отношению зубчатого колеса регулируют постановкой дистанционных шайб между бобышкой кожуха и остовом тягового двигателя. Поэтому при снятии и постановке .кожухов необходимо сохранить то количество шайб, которое было установлено при монтаже колесно-моторного блока. В случае утери шайб после постановки кожухов необходимо прокрутить колесную пару в обеих направлениях и отрегули- ровать кожух в положение, исключающее задевание зубчатого колеса о кожух. Зазор между стенкой кожуха и шестерней должен быть не менее 3 мм.
Замеряют уровень смазки в кожухах зубчатых передач, не подлежащих ревизии, и в случае понижения уровня ниже допустимого добавляют смазку
Кожуха зубчатых передач проверяют на отсутствие вмятин, трещин в листах и сварных швах. Допускают местные вмятины до 3 мм. Трещины заваривают в соответствии с Инструктивными указаниями по сварочным работам при ремонте тепловозов, электровозов и моторвагонного подвижного состава.
Проверяют резьбу в бобышках кожухов и подбирают комплект крепящих и сочленяющих болтов с исправной резьбой. Обе половины кожуха должны быть плотными в стыках.
Расстояния между центрами бобышек кожуха должны соответствовать размерам на остове двигателя. Проверяют состояние заправочных горловин, масломерных устройств, пробок, сапунов, смотровых люков и крышек; выявление неисправности устраняют. Крышки и пробки кожухов должны быть плотно пригнаны по месту. Производят окраску наружных поверхностей кожухов.
Войлочные уплотнения заменяют. Вновь устанавливаемые войлочные уплотнения должны соответствовать требованиям технологической инструкции на изготовление и установку войлочных кольцевых уплотнений кожухов зубчатых передач тяговых электродвигателей локомотивов, разработанной ПКБ ЦТ МПС. НА кожухах электровозах ВЛ60 всех индексов уплотнения для ступиц колесного центра должны выступать из ручья горловины кожуха не менее чем на 6мм, в остальных горловинах - на 4мм. Заменяют резиновые уплотнения, имеющие отслоения, протертости, вырывы и другие дефекты.
Трещины, изломы фланцевых соединений, пробоины кожухов из стеклопластика устраняют в соответствии с технологической инструкцией по ремонту и монтажу стеклопластиковых кожухов зубчатых передач электровозов (разработанной ПКБ ЦТ МПС).
Производят при необходимости ремонт снегозащитных кожухов тяговых электродвигателей и деталей крепления кожухов. При установке кожухов обеспечивают их плотное прилегание к остовам тяговых электродвигателей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.