Химический состав
|
Марка материала |
Содержание элементов в % |
|||||
|
C |
Si |
Mn |
примеси |
|||
|
S |
P |
|||||
|
C420 |
3,5 ¸ 3,7 |
2 ¸ 2,4 |
0,5 ¸ 0,8 |
≤ |
≤ |
|
Физико-механические свойства.
Предел
прочности − ![]() МПа (20 кГс/мм2)
МПа (20 кГс/мм2)
![]() МПа (36 кГс/мм2)
МПа (36 кГс/мм2)
Относительное удлинение (%)
![]() .
.
Анализ материала и конфигурации детали позволяет сделать вывод, что заготовка для заданной детали – отливка.
Определим стоимость исходной заготовки.
Стоимость материала:
![]() руб./тонну
руб./тонну
Стоимость отходов
![]() руб./тонну
руб./тонну
 ,
,
где ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
 руб.
руб.
Учитывая конфигурацию детали и довольно небольшой объем годового выпуска, примем изготовление заготовки отливкой в песчано-глинистую форму.
1.5. Служебное назначение детали
Служебное назначение детали необходимо выяснить в результате изучения чертежа сборочной единицы необходимо выяснить функцию детали и ее роль в работе узла.
По назначению все поверхности детали подразделяются на исполнительные, основные, вспомогательные, крепежные и свободные.
Основная поверхность (О) – база, поверхность, используемая для определения положения данной детали в изделии.
Вспомогательная поверхность (В) – база, поверхность, используемая для определения положения других деталей относительно данной.
Исполнительная поверхность (И) – поверхность, с помощью которой деталь выполняет свое служебное назначение.
Крепежная поверхность (К) – поверхность, используемая для размещения крепежных деталей.
Свободная поверхность (С) – поверхность, служащая для соединения различных поверхностей детали в единую конструкцию.
На рисунке 1 смотри эскиз детали с обозначением функций поверхности.
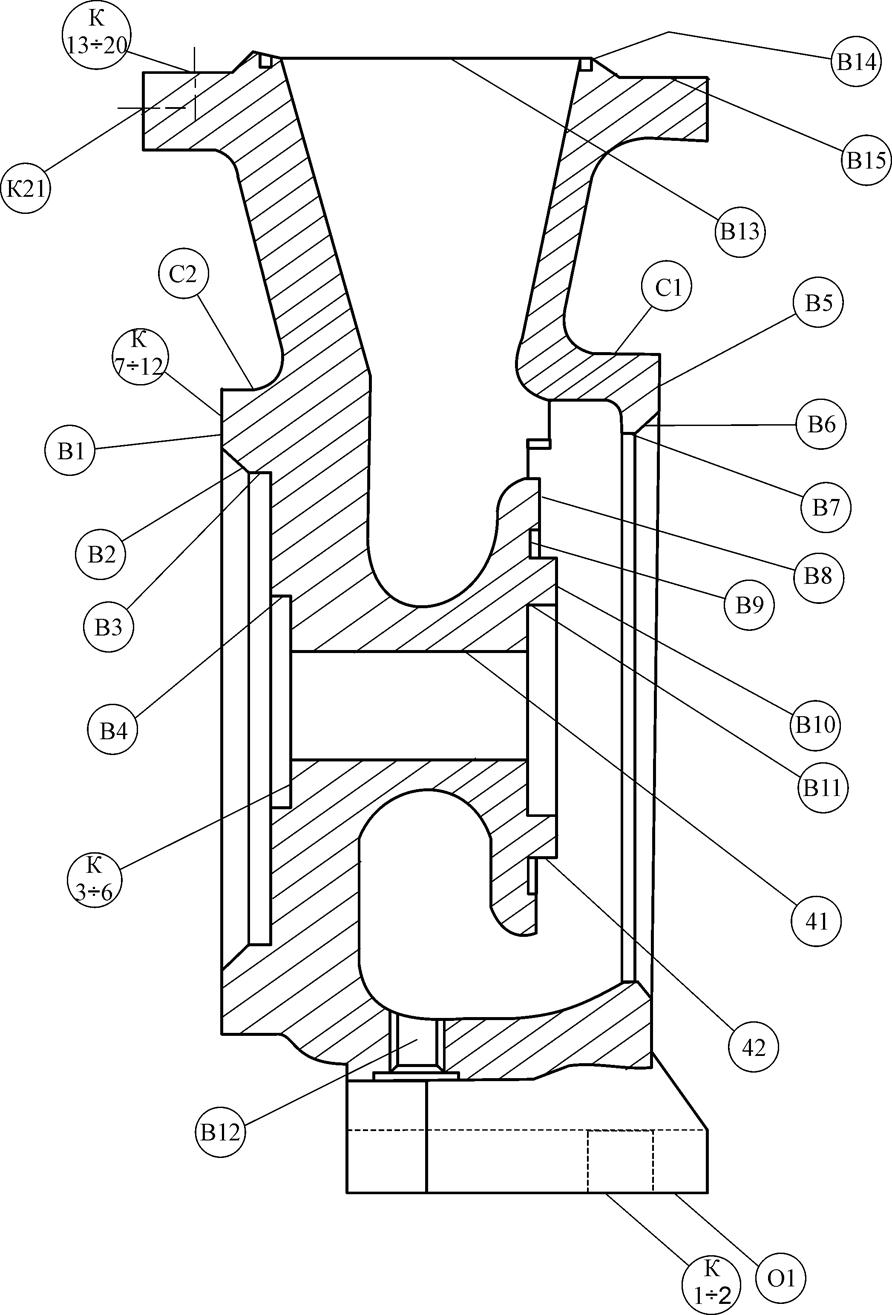
Рисунок 1 – Эскиз детали с обозначением поверхностей
С – остальные поверхности
1.6. Выявление основных требований точности к чертежу
Любая деталь имеет много различных элементов. Ими могут быть плоскости, различные поверхности, линий, точки.
У каждого элемента есть свои параметры и связи. Параметры свойственны только элементу, это размеры, отклонения, форма, шероховатость и другие качества.
Связи характеризуют то, как данный элемент расположен на детали. Их задают размерами от других поверхностей, линий, точек и требованиями положения, которые иногда непосредственно на чертеже не указаны, но допуски на размеры ограничивают их величину относительных поворотов. Перечень точных размеров приведен в таблице 1 – Анализ чертежа.
Перечень основных требований точности:
1. Допуск соосности отв. Æ 190Н9 относительно отв. Æ 65Н9 не более 0,05 мм в радиусном выражении.
2. Допуск параллельности поверхности Æ 260 относительно поверхности Н не более 0,05 мм.
3. Позиционный допуск расположения 6 отв. М12 относительно поверхности Т не более 0,4 мм на диаметр.
4. Позиционный допуск расположения 4 отв. М8 относительно поверхности Т не более 0,8 мм на диаметр.
5. Позиционный зависимый допуск расположения 8 отв. Æ 18 относительно поверхности Т не более 1,6 мм на диаметр.
1.7. Анализ вариантов обеспечения одного требования точности и обоснования выбора наилучшего варианта
Анализ обеспечения требований точности проводится предложением возможных вариантов обработки, их сравнением и выбором наилучшего варианта.
Рассмотрим требование:
допуск соосности отв. Æ 190Н9 относительно отв. Æ 65Н9 не более 0,05 мм в радиусном выражении.
Вариант I.
Отв. Æ 190Н9 и отв. Æ 65Н9 выполняются в одной операции – обработка за один установ.
Вариант II.
Отв. Æ 65Н9 обрабатывается вначале, затем, базируясь на обработанное отв. Æ 65Н9, растачиваем Æ 190Н9 – обработка по принципу единства баз.
Вариант III.
Отв. Æ 190Н9 обрабатывается вначале, затем, базируясь на обработанное отв. Æ 190Н9, растачиваем Æ 65Н9 – обработка по принципу единства баз.
Вариант IV.
Отв. Æ 65Н9 и Æ 190Н9 обрабатываются на разных операциях, но базой служит одна и та же поверхность – обработка по принципу постоянства баз.
Из рассмотренных вариантов выполнение требований точности оптимальным является вариант I, так как точность в данном случае будет зависеть от точности оборудования, отсутствует погрешность переустановки.
1.8. Очередность обработки поверхностей
1.9. Разработка маршрута обработки заготовки
Разработка технологического маршрута – это решение сложной многовариантной задачи.
В результате решения этой задачи необходимо наметить общий план обработки заготовки, чтобы с наименьшими затратами получить результат – выполнение требований чертежа.
Выбор оптимального маршрута в значительном аспекте зависит от типа производства (от объема годового выпуска) и производственных возможностей предприятия (наличие парка оборудования).
Общим правилом разработки технологического процесса является отработка конструкции детали на технологичность (см. п. 1.2).
Необходимо правильно выбрать технологические базы и начать обработку с этих поверхностей. Затем обрабатываются менее точные поверхности, затем – более точные. Легкоповреждаемые поверхности обрабатываются в последнюю очередь. Составим таблицу 3 – Маршрут обработки заготовки.
Таблица 3
|
№ операции |
Наименование и содержание операции |
Базы |
|
1 |
2 |
3 |
|
005 |
Контрольная |
|
|
Входной контроль заготовок |
||
|
010 |
Фрезерная |
В1 |
|
Обработка поверхности О1 |
В13 |
|
|
С1 |
||
|
015 |
Сверлильная |
О1 |
|
Обработка отв. К 1¸2 |
В1 |
|
|
С1 |
||
|
020 |
Токарная с ЧПУ |
С2 |
|
Обработка поверхностей В5, В6, В7, В8, В9, В10, В11, И2 (И1 – предварительно) |
В1 |
|
|
025 |
Токарная с ЧПУ |
С1 |
|
Обработка поверхностей С2, В1, В2, В3 (предв.), В4 |
В5 |
|
|
030 |
Токарная (спецприспособл.) |
О1 |
|
Обработка поверхностей В13, В14, В15 |
К1¸2 |
|
|
035 |
Токарная с ЧПУ |
С1 |
|
Обработка поверхностей И1, В3 окончательно |
В5 |
|
|
040 |
Сверлильная с ЧПУ (Пр с оправкой) |
В5 |
|
Сверлить отв. К3¸6; К7¸12 |
И1 |
|
|
045 |
Сверлильная (Пр с оправкой) |
В5 |
|
Сверлить отв. К13¸20 |
И1 |
|
|
050 |
Сверлильная |
В13 |
|
Сверлить отв. В12 |
В5 |
|
|
О1 |
||
|
050 |
Сверлильная |
В5 |
|
Сверлить отв. К21 |
В13 |
|
|
С2 |
||
|
060 |
Контрольная |
1.9. Построение операций механической обработки
Важнейшим принципом при построении технологического процесса механической обработки заготовок является степень концентрации и дифференциации операций.
Концентрация – соединения нескольких простых технологических переходов в одну более сложную операцию.
Дифференциация – разделения операций на несколько более простых.
Концентрация операций сокращает число переустановок, это повышает точность взаимного положения обрабатываемых поверхностей; повышает производительность за счет сокращения основного и вспомогательного времени, но повышаются требования к точности оборудования и квалификации рабочего, который должен выполнять не только предварительную, но и чистовую (окончательную) обработку.
При дифференциации точную чистовую обработку выполняют на высокоточном оборудовании, рабочие высокой квалификации: предварительная обработка выполняется на простейшем оборудовании рабочими более низкой квалификации.
В среднесерийном производстве применяются оба принципа - концентрация операций предусматривается для обработки на станках с ЧПУ, а дифференциация – на переменно-поточных линиях.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.