





















Также необходимо проследить все связи между работами и разработать технологическую подготовку производства (ТПП) — совокупность мероприятий, обеспечивающих технологическую готовность производства (ГОСТ 14.004-83). Под технологической готовностью производства понимается наличие на предприятии полных комплектов конструкторской и технологической документации и средств технологического оснащения, необходимых для осуществления заданного объема выпуска продукции установленными технико-экономическими показателями.
Линия система технологической подготовки производства (ТПП) установленная государственными стандартами система организации и управления технологической подготовки производства, предусматривающая широкое применение прогрессивных технологических процессов стандартной технологической оснастки и оборудования, средства механизации и автоматизации производственных процессов инженерно-технических и управленческих работ (ГОСТ 14.001-73).
Основное назначение ЕСТПП согласно ГОСТ 14.001-73 заключается в создании системы организации и управления процессом ТПП, обеспечивающий единый для всех предприятий и организаций системный подход выбору и применению методов и средств ТПП соответствующих достижениям науки и техники и производства, освоение производства и выпуска изделии высшей категории качества в минимальные сроки при минимальных трудовых и материальных затрат на ТПП на всех стадиях создания изделий, включая опытные образцы (партии), и также изделия единичного производства; организацию производства высокой степени гибкости, допускающей возможность непрерывного его совершенствования и быструю переналадку на выпуск новых изделий; рациональную организацию механизированного и автоматизированного выполнения комплекта инженерно-технических и управленческих работ; взаимосвязи ТПП и управления его с другими системами с подсистемами управления.
Основными задачами ТПП являются освоение производства и обеспечение выпуска новых изделий высокого качества в установленном сроке и заданного количества с высокой экономической эффективностью их производства на эксплуатации, а также совершенствования действующей технологии выпуска изделий.
ТПП новых изделий включает решение задач по следующим основным функциям:
1) обеспечения технологичности конструкции изделия;
2) разработка технологических процессов и методов контроля;
3) проектирование и изготовление технологи ческой оснастки и нестандартного (специального) оборудования:
Указанные функции охватывают весь необходимый комплекс работ. по ТПП, в том числе конструктивно - технологический анализ производства.
Технологическая подготовка производства в объединении (на предприятии) выполняется в отделах главного технолога, главного металлурга, а инструментальных и технологических бюро основных цехов.
Целью курсовой работы является полная разработка системы технологической подготовки производства по функции механообработки цеха.
Исходные данные:
Тип производства – серийное;
Мощность участка 80-120 тыс. н/ч;
Принимаем 80 тыс. н/ч.
Проектируемый участок предназначен для изготовления номенклатуры изделий с технологическими данными, сведёнными в таблицу1.1
Таблица 1.1
|
№ |
Наименование |
Мзаг(кг) |
Мдет(кг) |
Кол-во в комплекте |
|
1 |
Кронштейн |
0,384 |
0,254 |
1 |
|
2 |
Рычаг |
0,352 |
0,281 |
1 |
|
3 |
Корпус |
0,340 |
0,226 |
1 |
|
4 |
Качалка |
0,406 |
0,286 |
1 |
|
5 |
Накладка |
0,432 |
0,337 |
1 |
На данном этапе изготавливается несколько видов деталей имеющую разную трудоемкость и массу.
Трудоемкость изготовления единицы продукции (Ти) отражает количество затраченного труда, но единицу продукции, выраженную в единицах рабочего времени (чел. — час, чел. — дней}.
Трудоемкость может выражаться в главных относительных единицах. Абсолютная трудоемкость — в абсолютных единицах, а относительная трудоемкость в виде удельного веса затрат по отдельным видам производства в процентах или долях единицы. Уценка трудоёмкости изготовления новых изделий на стадиях их проектирования производился различными методами расчета, с использованием информации, содержащейся в конструкторской документации.
Деталь- представитель в данном случае «Кронштейн» под номером 1 имеющая следующие характеристики:
Программа выпуска N=80 тыс. н/ч.
Вес m=0,254 кг
Для определения расходов по изготовлению номенклатуры участка необходимо изменить данные по видам выполняемых работ, типам применяемого оборудования, разрядом рабочих профессий и нормам времени.
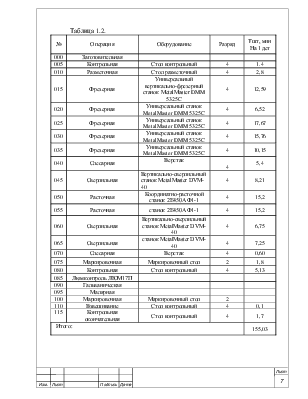
В таблице 1.2 приведена маршрутная карта на деталь «Кронштейн».
Таблица 1.2.
|
№ |
Операция |
Оборудование |
Разряд |
Тшт, мин На 1 дет |
|
000 |
Заготовительная |
|||
|
005 |
Контрольная |
Стол контрольный |
4 |
1.4 |
|
010 |
Разметочная |
Стол разметочный |
4 |
2,8 |
|
015 |
Фрезерная |
Универсальный вертикально-фрезерный станок MetalMaster DMM 5325C |
4 |
12,59 |
|
020 |
Фрезерная |
Универсальный станок MetalMaster DMM 5325C |
4 |
6,52 |
|
025 |
Фрезерная |
Универсальный станок MetalMaster DMM 5325C |
4 |
17,67 |
|
030 |
Фрезерная |
Универсальный станок MetalMaster DMM 5325C |
4 |
15,76 |
|
035 |
Фрезерная |
Универсальный станок MetalMaster DMM 5325C |
4 |
10,15 |
|
040 |
Слесарная |
Верстак |
4 |
5,4 |
|
045 |
Сверлильная |
Вертикально-сверлильный станок MetalMaster DVM-40 |
4 |
8,21 |
|
050 |
Расточная |
Координатно-расточной станок 2Е450А Ф1-1 |
4 |
15,2 |
|
055 |
Расточная |
станок 2Е450А Ф1-1 |
4 |
15,2 |
|
060 |
Сверлильная |
Вертикально-сверлильный станок MetalMaster DVM-40 |
4 |
6,75 |
|
065 |
Сверлильная |
станок MetalMaster DVM-40 |
4 |
7,25 |
|
070 |
Слесарная |
Верстак |
4 |
0,60 |
|
075 |
Маркировочная |
Маркировочный стол |
2 |
1,8 |
|
080 |
Контрольная |
Стол контрольный |
4 |
5,13 |
|
085 |
Люмконтроль ЛЮМ17П |
|||
|
090 |
Гальваническая |
|||
|
095 |
Малярная |
|||
|
100 |
Маркировочная |
Маркировочный стол |
2 |
|
|
110 |
Взвешивание |
Стол контрольный |
4 |
0,1 |
|
115 |
Контрольная окончательная |
Стол контрольный |
4 |
1,7 |
|
Итого: |
155,03 |
|||
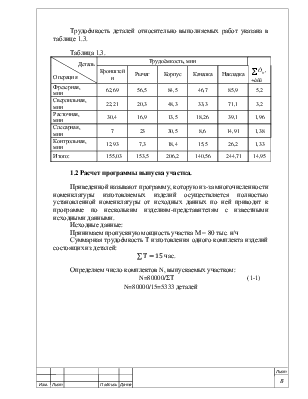
Трудоёмкость деталей относительно выполняемых работ указана в таблице 1.3.
Таблица 1.3.
|
Деталь Операция |
Трудоёмкость, мин |
||||||
|
Кронштейн |
Рычаг |
Корпус |
Качалка |
Накладка |
|
||
|
Фрезерная, мин |
62,69 |
56,5 |
84,5 |
46,7 |
85,9 |
5,2 |
|
|
Сверлильная, мин |
22,21 |
20,3 |
48,3 |
33,3 |
71,1 |
3,2 |
|
|
Расточная, мин |
30,4 |
16,9 |
13,5 |
18,26 |
39,1 |
1,96 |
|
|
Слесарная, мин |
7 |
23 |
30,5 |
8,6 |
14,91 |
1,38 |
|
|
Контрольная, мин |
12,93 |
7,3 |
18,4 |
15,5 |
26,2 |
1,33 |
|
|
Итого: |
155,03 |
153,5 |
206,2 |
140,56 |
244,71 |
14,95 |
|
Приведенной называют программу, которую из-за многочисленности номенклатуры изготовляемых изделий осуществляется полностью установленной номенклатуры от исходных данных по ней приводят к программе по нескольким изделиям-представителям с известными исходными данными.
Исходные данные:
Принимаем пропускную мощность участка М = 80 тыс. н/ч
Суммарная трудоёмкость Т изготовления одного комплекта изделий состоящих из деталей:
|
|
Определяем число комплектов N, выпускаемых участком:
|
N=80000/ΣТ |
(1-1) |
N=80000/15=5333 деталей
Тогда, общее число деталей равна:
|
Ni=N1+N2+N3+N4+N5 |
(1-2) |
N1=5333 деталей
N2=5333 деталей
N3=5333 деталей
N4=5333 деталей
N5=5333 деталей
Ni=5333+5333+5333+5333+5333=26665 деталей
Приведённая масса:
|
|
(1-3) |
![]() Принимаем
деталь – «Кронштейн» как представитель, так как его масса ближе к полученной
приведенной массе.
Принимаем
деталь – «Кронштейн» как представитель, так как его масса ближе к полученной
приведенной массе.
Расчет приведенной программы Nпр заключается в условном приравнивании каждого изделия группы к выбранному представителю и определению их количества с учетом коэффициента приведения Кпр.
|
|
(1-4) |
Где Nзад – заданная программа приводимого изделия;
Кпр – общий коэффициент приведения, определяемый по формуле:
|
|
(1-5) |
Где К1, К2, К3 – коэффициенты приведения соответственно по массе, серийности и сложности;
Кn – коэффициент любого параметра, учитывающий особенности изготовления или сборки рассматриваемых изделий.
Коэффициент приведения по массе К1:
|
|
(1-6) |
Коэффициент приведения по серийности К2:
|
|
(1-7) |
Коэффициент приведения по сложности К3:
|
|
(1-8) |
Где Q, B, Qx, Bx – соответственно масса (кг), и программа выпуска (шт.), изделий-представителей и приводимых изделий.
n – показатели степени в зависимости от типа машиностроения. Для объектов легкого и среднего машиностроения n=0,15;
Hx – число оригинальных деталей в приводимом изделии;
Н – число оригинальных деталей в изделии-представителе.
Расчет приведенной программы сводим в таблицу 1.4
Таблица 1.4
|
№ |
Ni,шт |
К1 |
К2 |
К3 |
Кпр |
Ni·Kпр |
|
|
Расч. |
Прин. |
||||||
|
1 |
5333 |
1 |
1 |
1 |
1 |
1 |
5333 |
|
2 |
5333 |
0,93 |
1 |
1,1 |
1,023 |
1,02 |
5440 |
|
3 |
5333 |
1,02 |
1 |
1,01 |
1,03 |
1,03 |
5493 |
|
4 |
5333 |
1 |
1 |
1,02 |
1,02 |
1,02 |
5440 |
|
5 |
5333 |
0,98 |
1 |
1,05 |
1,029 |
1,03 |
5493 |
Найдем среднее приведённое количество изготавливаемых деталей в партии.
![]()
Далее находим приведенную трудоёмкость согласно полученной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.