Принимаем схему «продольная прокатка с
протяжкой и разбивкой ширины»(рис.4). В таком случае торцевая обрезь ![]() и боковая обрезь
и боковая обрезь ![]() Длина карточки для
проб
Длина карточки для
проб ![]()
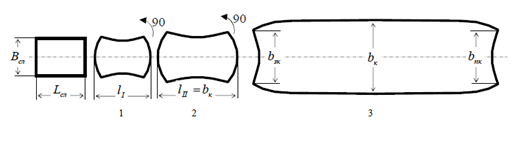
Рисунок 4- Продольная прокатка с протяжкой и разбивкой ширины:
1-протяжка; 2-разбивка ширины; 3-прокатка на заданную толщину.
Принимаем, что из одного раската получется
2 листа (![]() . В таком случае
конечный раскат должен иметь длину:
. В таком случае
конечный раскат должен иметь длину:
![]()
Ширина конечного раската:
![]()
Коэффициент использования бочки рабочих валков:
Особенность конструкции клети стана 5000 состоит в том, что длина бочки рабочих валков 5300мм, а опорных 4950мм. Поэтому,
![]()
Коэффициент суммарного обжатия:
![]()
Толщина сляба:
![]()
Принимаем, ![]()
Масса конечного раската:
![]()
Масса сляба:
Принимаем коэффициент потерь металла в
окалину ![]() и коэффициент
потерь металла на зачистку
и коэффициент
потерь металла на зачистку ![]() . Тогда,
. Тогда,
![]()
Допустимая масса сляба на стане 5000 ![]() Следовательно,
масса сляба
Следовательно,
масса сляба ![]() допустима.
допустима.
Длина сляба:
Прокатка производится по схеме «продольная
прокатка с протяжкой и разбивкой ширины»(рис.4). При такой схеме сначала
производится прокатка «вдоль» с вытяжкой ![]() Длина раската
после протяжки
Длина раската
после протяжки ![]()
Затем раскат контуется в горизонтальной плоскости и производится разбивка ширины. При этом должно выполниться условие для стана 5000,
![]()
Следовательно, с учетом протяжки длина сляба должна быть:
![]()
Принимаем ![]()
Тогда,
![]()
Принимаем, ![]()
Ширина сляба:
![]()
Принимаем, ![]()
Таким образом, рекомендуется использовать
сляб размерами ![]() . Размеры
соответствуют ограничениям. При таких размерах масса сляба:
. Размеры
соответствуют ограничениям. При таких размерах масса сляба:
![]() .
.
Такая масса сляба отличается от заданной при фабрикации (12,21) всего на 10 кг, и для стана 5000 является допустимой.
Дефекты с поверхности исходных заготовок перед их нагревом удаляют преимущественно выборочной огневой зачисткой. Для выбора условий огневой зачистки различных сталей с целью предупреждения трещинообразования рекомендуется использовать углеродный эквивалент:

Особенности
огневой зачистки зависят от величины углеродного эквивалента ![]() . Для углеродистых
и низколегированных сталей
. Для углеродистых
и низколегированных сталей ![]() и поэтому
температуру металла данной группы во время огневой зачистки не оговаривают.
Рекомендуется начинать зачистку в холодном состоянии.
и поэтому
температуру металла данной группы во время огневой зачистки не оговаривают.
Рекомендуется начинать зачистку в холодном состоянии.
Выбор ширины промежуточного раската:
![]()
Принимаем, ![]()
Выбор числа проходов.
Число чистовых проходов.
При чистовой прокатке раскат толщиной ![]() обжимается да
заданной толщины листа
обжимается да
заданной толщины листа ![]() . При этом
коэффициент суммарного обжатия составит:
. При этом
коэффициент суммарного обжатия составит:
![]() =
=![]()
Коэффициент использования бочки валка:
![]()
Средний коэффициент обжатия при чистовой прокатке:
![]()
Число чистовых проходов:
![]()
Принимаем, ![]() Тогда средний
коэффициент обжатия будет равен:
Тогда средний
коэффициент обжатия будет равен:
![]()
Число черновых проходов.
При черновой прокатке сляб толщиной ![]() обжимается в
промежуточный раскат толщиной
обжимается в
промежуточный раскат толщиной ![]() При этом
коэффициент суммарного обжатия составит:
При этом
коэффициент суммарного обжатия составит:
![]()
Средний коэффициент обжатия при черновой прокатке:
![]()
Число черновых проходов:
![]()
Принимаем, ![]() Тогда средний
коэффициент обжатия будет равен:
Тогда средний
коэффициент обжатия будет равен:
![]()
Число проходов при протяжке.
При протяжке сляб толщиной ![]() и шириной
и шириной ![]() прокатывается
«вдоль» с коэффициентом обжатия
прокатывается
«вдоль» с коэффициентом обжатия ![]()
Размеры раската после протяжки:
толщина: ![]()
ширина: ![]()
длина: ![]()
Коэффициент использования бочки валка:
![]()
Средний коэффициент обжатия при протяжке:
![]()
Протяжка выполняется с целью повышения равномерности толщины сляба с относительно не высоким обжатием за проход. Поэтому число проходов при протяжке:
![]()
Принимаем, ![]() Тогда средний
коэффициент обжатия будет равен:
Тогда средний
коэффициент обжатия будет равен:
![]()
Число проходов при разбивке ширины.
Перед разбивкой ширины раскат имеет:
ширину: ![]()
толщину: ![]()
длину: ![]()
После кантовки в горизонтальной плоскости
на ![]() размеры раската:
размеры раската:
толщина: ![]()
ширина: ![]()
длина: ![]()
Чтобы длина ![]() стала равна
ширине не обрезанного раската
стала равна
ширине не обрезанного раската ![]() необходимо
обеспечить коэффициент обжатия:
необходимо
обеспечить коэффициент обжатия:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.