|
Таблица 10. Углы заточки рубительных ножей;
Примечание:В числителе – для летних условий, в знаменателе – для зимних. Допускаемое отклонение угла заточки +10′ и -30′. Большие отклонения в углах заострения ножей приводит к тому, что древесина плохо затягивается в машину, снижается производительность и выход кондиционной щепы. Диски рубительных машин рассчитаны на установку ножей постоянной ширины: для летних условий 88±0,05 мм, для зимних условий 89±0,05 мм. По мере стачивания настроечную ширину ножа компенсируют прокладками, наплавкой или приваркой упоров не его задней опорной поверхности (обухе). Режущие кромки всех ножей, установленных на диске, должны находится в одной плоскости. Разница в выпуске ножей не более 0,2 мм. Зазор между рубительными ножами и контрножами должен быть одинаков и не составлять более 1 мм. Круглые пилы.Серийно выпускаются круглые пилы с плоским диском, конические односторонние, строгальные с поднутрением диска, с напайкой зубьев твердыми сплавами. Плоские круглые пилы выпускаются из стали 9ХФ двух типов: А – для продольной распиловки древесины, Б – для поперечной распиловки. Твёрдость пил HRC 39…44. Вид пил представлен на рис.4. Угловые параметры зубьев круглых пил приведены в табл.11. Таблица 11. Параметры круглых пил;
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
39 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Рис. 4. Плоские круглые пилы. а – тип А; б – тип Б. Причины дефектов, которые вызывают технический брак пилопродукции и снижение ее качества: 1) нарушение правил эксплуатации и технического обслуживания оборудования; 2) некачественная подготовка и неправильная установка пил в лесораму; 3) неправильная форма бревна (кривизна, овальность и т. д.); 4) невыполнение рабочим-рамщиком правил распиловки. Наиболее характерными дефектами распиловки являются крыловатость и кривизна досок, волнообразный пропил, шероховатая, с глубокими штрихами поверхность досок, неправильная толщина досок. Крыловатость досок вызывается в первую очередь погрешностями технического удержания лесорамы и вспомогательных околорамных механизмов. Крыловатость досок может быть вызвана и другими причинами, например неправильной установкой пил и их подготовкой к работе, неправильной установкой направляющего аппарата, неправильной формой бревна и наличием на его поверхности наплывов и выступающих сучков. Кривизна досок вызывается следующими причинами: 1) рельсовый путь тележки находится не под прямым углом к оси подающих вальцов; 2) направляющий аппарат или пилы установлены неперпендикулярно оси подающих вальцов; 3) при плющении зубьев пилы сделали неодинаковое расширение их на каждый бок. Волнообразный пропил может быть вызван неправильным вальцеванием пил или их неправильной установкой и слабым натяжением. Пилы в этом случае «блуждают», их нужно лучше подготавливать и ставить в пильную рамку с выполнением всех правил. Повышенная шероховатость поверхности досок вызывается затуплением пил, вертикали, недостаточный наклон и натяжение пилы) и подготовкой к работе, а также высокой посылкой при несоответствующем профиле зубьев пил. Глубокие штрихи на поверхности досок вызываются неправильным разводом или плющением пил (один-два зуба выступают вбок), а также неправильной установкой пил, слабым натяжением. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
40 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Неправильная толщина досок, это значит выпиловка досок толще или тоньше номинальной, зависит от подготовки и установки пил, а также о качества и размеров междупильных прокладок. Когда пилы установлены непараллельно ходу пильной рамки или с отклонением от вертикали, тогда при распиловке они будут расширять пропил и уменьшать толщину досок. Расширение пропила и уменьшение толщины досок будет также при неодинаковой толщине парных прокладок, при большем, чем расчетный развод или плющение зубьев пил. Если развод или плющение пил меньше, чем расчетный, тогда будут получаться толстые доски. Для устранения указанных дефектов обработки необходимо: 1) проверить правильность установки лесопильной рамы по вертикали, для чего по отвесу проверить вертикальность станины и направляющих пильной рамки. Если направляющие имеют наклон вправо или влево, его необходимо устранить; 2) проверить перпендикулярность продольной и поперечной осей лесопильной рамы и вертикальность хода пильной рамки. Для этого следует установить линейку на специальные опоры станины, приложить к линейке угольник и вдоль него натянуть тонкую прочную нить по продольной оси лесопильной рамы. Угольник и нить должны быть строго параллельны. Вертикальность хода пильной рамки проверяют путем установки отвеса в центре пильной рамки. Пильную рамку ставят в верхней мертвой точке. Нить отвеса должна касаться нити продольной оси лесопильной рамы. Затем пильную рамку отпускают в нижнюю мертвую точку, нить отвеса точно так же должна касаться нити продольной оси. Если она сместилась, требуется регулировка; 3) проверить горизонтальность валов подающих вальцов и их перпендикулярность продольной оси лесопильной рамы, параллельность направляющего аппарата и рельсовых путей продольной оси лесопильной рамы, горизонтальность рельсовых путей вдоль и поперек оси лесопильной рамы. Эта проверка осуществляется при помощи уровня, отвеса, продольной нити и стрелки. Как и при предыдущей проверке, устанавливают в пильной рамке отвес и нить вдоль продольной оси лесопильной рамы, на подающий валец надевают и жестко закрепляют хомутик со стрелкой как можно большей длины. При повороте вальца острие стрелки должно одинаково коснуться отвеса и горизонтальной продольной нити в двух крайних точках. Если расстояние от острия стрелки до отвеса и нити в двух точках разное, необходима регулировка. Так проверяются все подающие вальцы лесопильной рамы. Параллельность направляющего аппарата проверяют путем замера расстояний от начала и конца направляющих ножей до нити(продольной оси лесопильной рамы), вертикальность их установки проверяется по отвесу. Для проверки рельсового пути на нить продольной оси лесопильной рамы подвешивают несколько отвесов, на рельсовый путь устанавливают специальный шаблон с вырезами, расстояние между которыми равно ширине колеи тележки. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
41 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Верхняя часть шаблона должна быть строго параллельна опорным площадкам, которыми шаблон устанавливается на рельсы, в центре шаблона делается специальная отметка. Отвесы, спущенные с нити, должны точно совпадать с центральной отметкой на шаблоне по всей длине рельсового пути. 4) правильно подготавливать и устанавливать пилы. Подготовка пил включает в себя следующие операции: очистку пил; их осмотр на предмет выявления дефектов, трещин, сломанных зубьев и др.; вальцовку пил для создания предварительного растяжения средней части полотна пил; плющение или развод пил; формирование зубьев пил; заточку пил; проверку качества подготовки пил. Контроль качества продукции должен вестись не только после ее выработки, когда брак устранить трудно или практически невозможно, но и в процессе ее изготовления, после каждой технологической операции непосредственно самим рабочим или мастером. Для этого рабочие, мастера и работники ОТК должны быть обеспечены специальными инструментами и приборами. Контрольно-измерительные приборы должны храниться и проверяться в метрологической лаборатории. Контроль качества продукции должен вестись не только после ее выработки, когда брак устранить трудно или практически невозможно, но и в процессе ее изготовления, после каждой технологической операции непосредственно самими рабочими или мастером. Для этого рабочие, мастера и работники ОТК должны быть обеспечены специальными инструментами и приборами. Размеры длины бревен, досок и заготовок измеряются при помощи рулеток, стационарных линеек (лесоцех), специальных шаблонов и калибров; размеры диаметров бревен измеряются при помощи специальных мерных линеек с упором или мерными вилками (рис. 5).
Рис. 5. Инструменты для измерения бревен: а) линейка с упором; б) мерная вилка; в) калибры. 1 – мерная линейка с градацией 0,5 см; 2 – неподвижный упор; 3 – ручка; 4 – подвижный упор с фиксатором; 5 – деталь lд = 500±1 мм; 6 – непроходной калибр lпр = 499 мм; 7 – калибр проходкой lпр = 501 мм |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
42 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Размеры ширины и толщины пилопродукции измеряются при помощи линейки, штангеля, шаблонов и калибров. Учитывая, что по ГОСТу размеры досок, черновых и чистовых заготовок могут иметь отклонения от номинальных, для их измерения применяют проходные и непроходные шаблоны и калибры (рис. 6).
Рис. 6. Проходной (а1 = 34 мм) и непроходной (а2 = 32 мм) шаблоны. Доска – 32 мм, допустимые отклонения по ГОСТ ±1 мм. Припуск на усушку 1мм. Контроль за качеством обрабатываемой поверхности осуществляется при помощи индикатора-глубиномера, прибора ТСМ-4М (рис. 7), набора эталона и др.
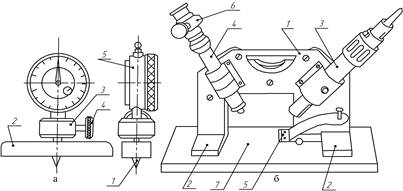
Рис. 7. Приборы для измерения неровностей (шероховатости) поверхности: а) индикаторный глубиномер; 1 – наконечник; 2 – корпус; 3 – держатель; 4 – зажим; 5 – индикатор; б) прибор ТСМ-4М: 1 – кронштейн; 2 – опоры; 3 – светильник; 4 – микроскоп; 5 – нож; 6 – глазной микрометр; 7 – испытываемый материал. Контроль за влажностью древесины осуществляется при помочи влагомеров. Контрольно-измерительные инструменты (шаблоны, калибры и др.) и приборы (глубиномер, влагомер и др.) должны храниться и проверяться в метрологической лаборатории. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
43 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.