МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ВЫКСУНСКИЙ ФИЛИАЛ ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО АВТОНОМНОГООБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ОБРАЗОВАНИЯ «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ» «МОСКОВСКИЙ ИНСТИТУТ СТАЛИ И СПЛАВОВ»
Тема проекта:
Совершенствование технологии в линии стана 203-530 с целью расширения сортамента
Подготовил студент
Группа П2-12
Руководитель работы

ВВЕДЕНИЕ
-
Выксунский металлургический завод - один из старейших центров металлургической промышленности России - основан в 1757 году.
-
ВМЗ - крупнейший Российский производитель электросварных прямошовных труб разнообразного диаметра для добычи и транспортировки нефти и газа, жилищно-коммунальной сферы и строительства.
-
Предприятие обладает крупнейшим комплексом по выпуску цельнокатаных железнодорожных колес для пассажирских и грузовых вагонов, локомотивов и поездов метрополитена.

Обоснование темы проекта
-
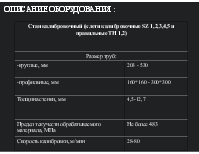
Установка Калибровочного стана фирмы Nippon Steel Corporation , для калибровки трубы в линии стана до окончательного геометрического размера, устанавливается перед правильными клетями, который обеспечивает следующие преимущества:
-
Преимущества использования Калибровочного стана :
-
Возможность выпуска профильных труб прямоугольного и квадратного сечения в диапазоне от 160х160 до 400х400мм.;
-
Повышение качества и класса прочности получаемой продукции. После перевооружения цеха в комплексе, ТЭСЦ стал производить нефтегазопроводные трубы класса Х80 (К65) с толщиной стенки до 12,7 мм всего диапазона диаметров от 219 до 530 мм, в том числе, гарантированного уровня качества коррозионностойкие и хладостойкие трубы;
-
Увеличение объема производства труб до 665 тыс. тонн в год;

Описание технологического процесса ТЭСА
-
Технологический процесс изготовления труб включает следующие этапы:
-
- складирование рулонов;
-
- подготовка рулонного проката к задаче в производство;
-
- задача рулонов в производство;
-
- размотка рулонов;
-
- правка рулонного проката;
-
- подготовка концов рулонного проката к сварке;
-
- сварки концов рулонов;
-
- создание запаса (накопление) рулонного проката или штрипса;
-
- фрезерование боковых кромок рулонного проката или штрипса;
-
- формовка (предварительная и окончательная) трубной заготовки;
-
- сварка труб;
-
- удаление наружного грата;
-
- удаление внутреннего грата;
-
- неразрушающий (технологический) контроль сварного шва;
-
- локальная термообработка сварного шва труб (ЛТО);
-
- калибровка труб;
-
- разрезка труб;
-
- маркировка труб.

УЧАСТОК СТАНА ТЭСА 203-530
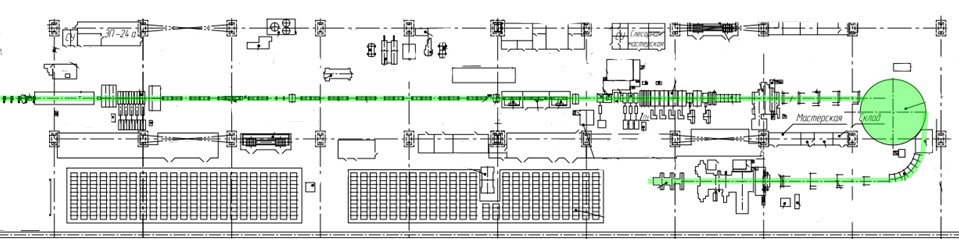
Формовочно-калибровочная линия стана
СТАН ПРЕДВАРИТЕЛЬНОЙ ФОРМОВКИ NAKATA FFX
СТАН ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ, СВАРКИ И КАЛИБРОВКИ ТРУБ
для каждого типоразмера свой комплект валков

TH1 TH2
EG, BD, PR, RVS, CL клети
для линейной формовки полосы
12 клетей
ПВ 203-530
универсальные клети
TH
правильные клети
PO
гладильная клеть
SQT
сварочная клеть
SZ калибровочная группа клетей
SG
Шовонаправляющая
клеть
FP
клети окончательной
формовки
3 клети
ЧЕРТЁЖ ОБОРУДОВАНИЯ КЛЕТЬ КАЛИБРОВОЧНАЯ

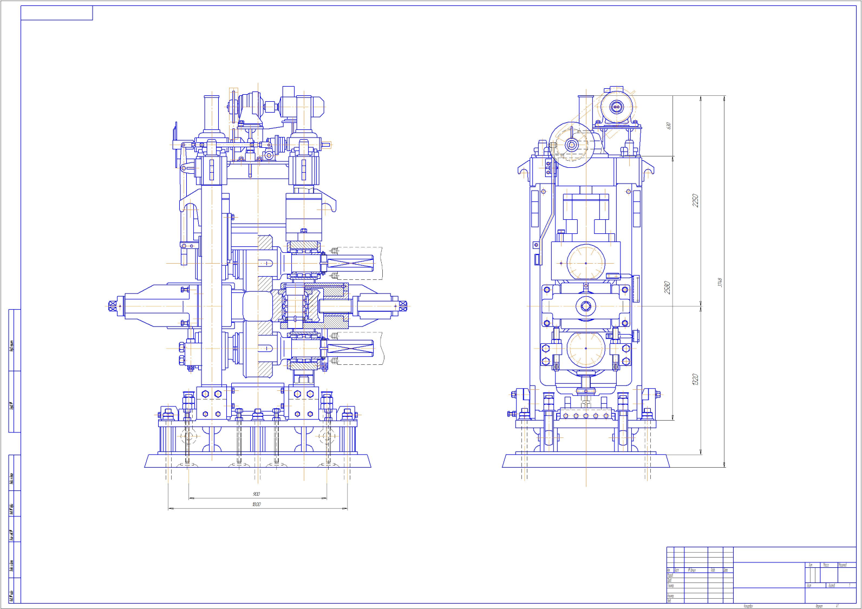
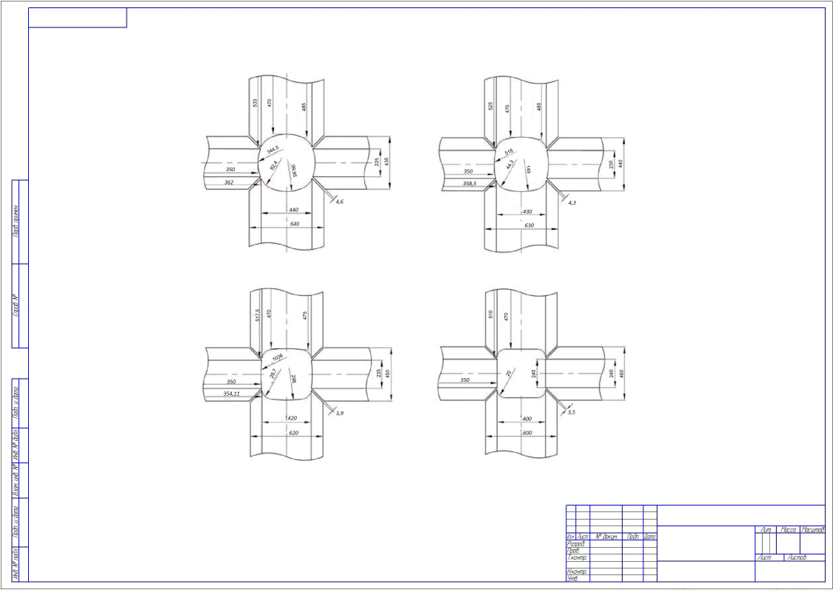
ЧЕРТЁЖ ИНСТРУМЕНТА КАЛИБРЫ
ОПИСАНИЕ ОБОРУДОВАНИЯ :
РАБОТА СТАНА
Установка Калибровочного стана фирмы Nippon Steel Corporation , служит для калибровки трубы в линии стана до окончательного геометрического размера.
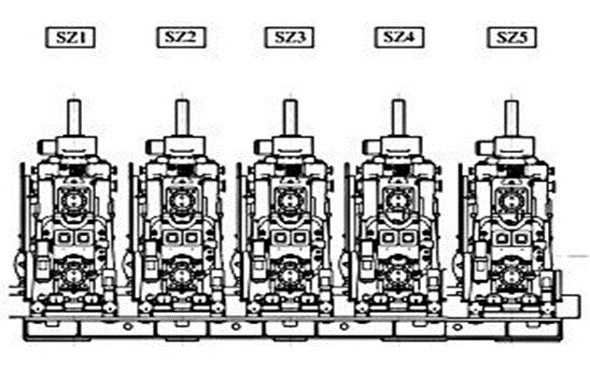

В состав стана калибровки входят:
-
Калибровочная клеть состоит из:
-
2-х горизонтальных, приводных, инструментальных блоков валков
-
2-х вертикальных, холостых,
-
инструментальных блоков валков.
-
5 SZ клетей для O
-
4 SZ клети для □
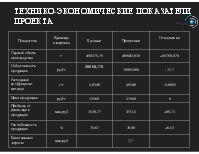
Технико-экономические показатели проекта

Основные виды дефектов
-
На Калибровочном стане, при неправильной настройке калибра или установки изношенного инструмента деформации может образоваться:
-
- риска на трубе
-
- нарушение геометрий параметров трубы.

Способы контроля качества
Неразрушающий контроль качества сварного соединения труб в процессе производства в линии ТЭСА 203-530 является технологическим и осуществляется в соответствии c картой контроля и испытаний К 37-08.1-01.
Ультразвуковой контроль качества сварного соединения и околошовной зоны труб осуществляется в линии ТЭСА 203-530 установкой «Волга-НК540».

Заключение
-
В курсовой работе рассмотрена экономическая эффективность совершенствования технологии в линии стана 203-530 ТЭСЦ-3 АО "ВМЗ".
-
Проект позволит:
-
Увеличить прибыль на 86,73 млн.руб.;
-
Повысить рентабельность продукции на 0,13 %;
-
Капитальные затраты составят 7,7 млн. руб.;